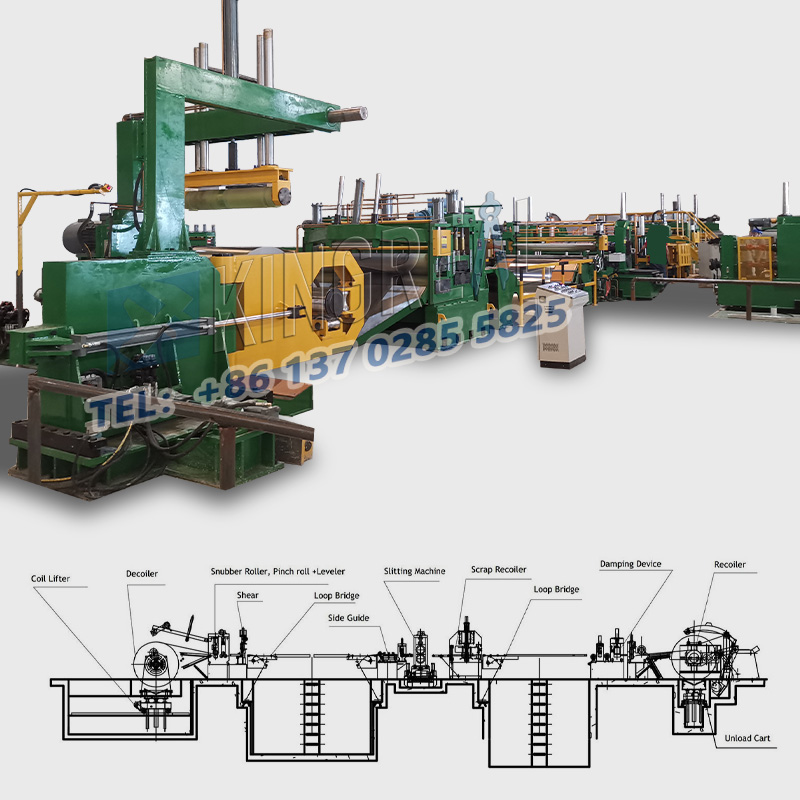
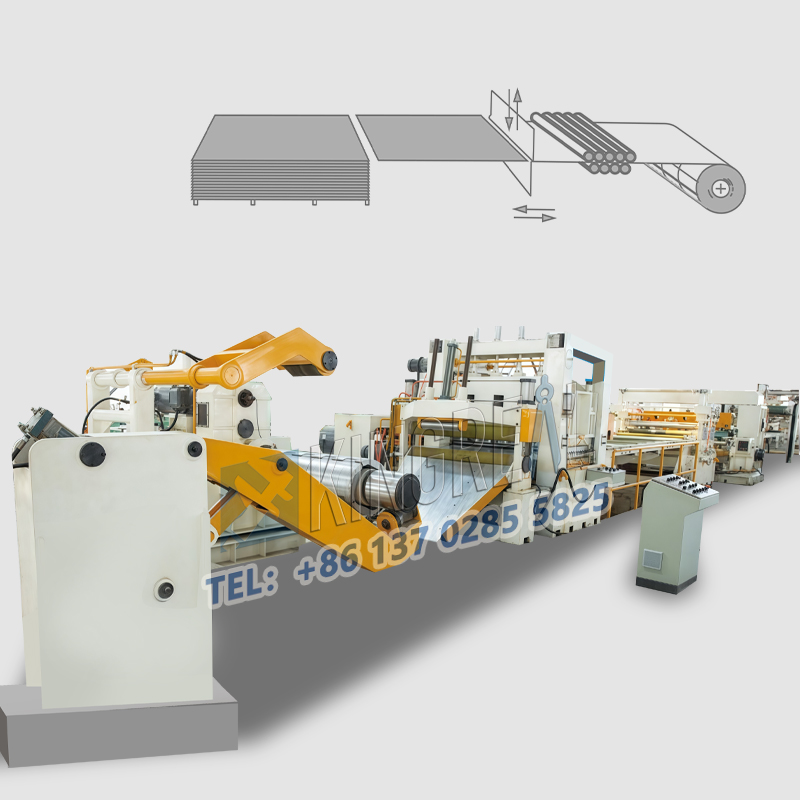
Kaasaegses tööstuslikus tootmisesKülmalt veeretatud terasest libisemisliinon hädavajalik varustus. See mängib võtmerolli metallmähiste lõikumises ja mõjutab otseselt lõpptoote kvaliteeti. CR -terasest lõigatud masinaga eraldatud materjali ebaühtlus on aga üks levinumaid rikkeid, mis mõjutab tootmise tõhusust ja toote kvaliteeti.

Mis on materjali ebaühtluse põhjus, mis on eraldatud külmalt veeretatud terasest lõigatud masinaga? Selles artiklis analüüsib KingReal Steel Sloter seda probleemi süstemaatiliselt teiega ja pakub välja vastavad lahendused.
1. Tööriista ebaõige reguleerimine
Esiteks on tööriista kohandamine aluseks aluseks Külma veerega terasest lõigamismasin. Kui tööriist on kahjustatud või kulunud, põhjustab see paratamatult ebaühtlast lõikamist. Tööriista nurka ja asukohta tuleb täpselt reguleerida, et tagada metallist tooraine ühtlane lõikamine. Tööriista oleku regulaarselt kontrollimine ja kulunud tööriista aja jooksul asendamine võib materjali ebaühtlust tõhusalt vähendada. Lisaks on väga oluline ka tera võrgus. Kui tera võrkub halvasti, mõjutab see ka lõikeefekti.
2. söödakiiruse probleem
Söödakiiruse seadistamine mõjutab otsest mõju materjali lõikamise kvaliteeti. Liiga kiire söödakiirus võib põhjustada materjali täielikult lõigatud, põhjustades burrsid ja ebaühtluse; Liiga aeglane kiirus võib põhjustada materjali liiga kaua püsimist, mille tulemuseks on ebaühtlane lõikamine. Seetõttu on vaja mõistlikult reguleerida söödakiirust vastavalt materjali tüübile ja olemusele.
3. materjali kvaliteet
Lõigatava materjali kvaliteet on samuti oluline tegur, mis mõjutab CR -terasest lõigatava masina lõikemõju. Mõned materjalid võivad põhjustada probleeme külma veerega terasest lõikeliini lõikeprotsessis nende ebaregulaarse kuju või mittevastava kvaliteedi tõttu. Kvaliteetsete ja nõuetele vastavate materjalide kasutamise tagamine on kvaliteedi vähendamise eeltingimus.
4. Seadmete hooldus ja hooldus
Regulaarne seadmete hooldus ja hooldus on hädavajalik külma veerega terasest lõigatava masina normaalseks tööks. Lõikamist tuleb hoida puhtana ning tolmu ja praht eemaldada õigel ajal, et tagada lõikamise täpsus ja täpsus. Lisaks on hooldustööde oluline osa ka iga komponendi tööseisundi kontrollimine, et tagada lõdvuse ega kahjustuste.
 |
 |
 |
5. tera kõvadus ja pingekontroll
Tela kõvadus mõjutab otseselt lõikamisfekti. Pärast pikaajalist kasutamist võib tera muutuda pehmeks, mille tulemuseks on ebaühtlus, näiteks ruffles. Samal ajal pingekontrollKülmalt veeretatud terasest libisemisliinPeab jääma ka stabiilseks. Kui pinge on ebapiisav või liiga suur, mõjutab see lõikefekti negatiivselt. Seetõttu on tera õigeaegne asendamine ja pinge kohandamine ebaühtluse probleemi lahendamiseks tõhusad meetmed.
6. Juhtraudtee ja nugahoidja reguleerimine
Juhtrööpa ebaühtlus põhjustab tööriista täpse kärpimise, seetõttu tuleb juhtrööpit regulaarselt kontrollida ja reguleerida. Lisaks on väga oluline ka nugahoidja tasakaal. Tasakaalustamata noahoidja toob lõikeprotsessi ajal täiendavaid vibratsioone, mõjutades sellega lõikekvaliteeti. Seetõttu on nugahoidja tasakaalu tagamine ja juhtröörmise tasapinnaline võti CR -terasest libisemismasina lõikamise kvaliteedi parandamisel.
7. Kinnitusmeetodi reguleerimine
Külmalt veeretatud terasest lõikamisjoone lõikamisprotsessi ajal mõjutab materjali klambrite meetod ka lõikefekti. Kui kinnitusmeetod on vale, võib tooraine lõikeprotsessi ajal nihutada, mille tulemuseks on ebaühtlane lõikamine. Seetõttu on lõikekvaliteedi parandamine oluline osa klambrite meetodi mõistliku reguleerimiseks ja materjali stabiilsuse tagamiseks lõikamisprotsessi ajal.
 |
 |
 |
8
Mõistlikud noa paigutusoskused on kvaliteedi vähendamise oluline osa. Korraldage nugad mõistlikult vastavalt lõikelaiusele, tagage ülemise ja alumise noa koordineerimine ning kontrollige nugalõhe, mis on eriline tähelepanu külmalt veeretatud terasest libisemismasina toimimisele. Tera paigaldamisel on soovitatav kasutada mikromeetrit, et mõõta tera paigaldamise täpsus 0,01-0,02 mm piires.
9. Operaatorite ettevaatusabinõud
Operaatorid peaksid pöörama erilist tähelepanu järgmistele punktideleCr Steel lõigamismasin: Esiteks lisage noaservale regulaarselt määrdeõli ja sööda sidur kulumise vähendamiseks; Teiseks kontrollige söötmissüsteemis rulliülekande käiku, et tagada selle normaalne töö ja vältida lõdvuse või mustuse tõttu ebaühtlast lõikamist; Lõpuks peaks operaator regulaarselt kontrollima juhtpaneeli toitelüliti ja kuvari olekut, et tagada külmalt veeretatud terasest libisemisjoone normaalne töö.