Täielikult automatiseeritud standardiseeritud töövoospikkusesse lõigatud terasmasin, on virnastamisprotsess tootmise viimane etapp. See mängib olulist rolli lõigatud metalllehtede kogumisel ja korrastamisel, määrates otseselt liini üldise võimsuse ja tootmissageduse.
Paljud metallitöötlemise tootjad seisavad praegu silmitsi ühise väljakutsega: kuigi tänapäevastel pikkusega lõigatud terasliinidel on kiired ja väga automatiseeritud protsessid, sealhulgas lahtikerimine, nivelleerimine, täppissöötmine ja lõikamine, jääb allavoolu virnastamisprotsessi tõhusus maha, tekitades tootmises olulise kitsaskoha. Ebaefektiivne virnastamine aeglustab kogu liini tööd, põhjustades selliseid probleeme nagu ülesvoolu seadmete tühikäik, raisatud võimsus ja paketttellimuste tarneajad.
Selle probleemi lahendamiseks on KINGREAL STEEL SLITTER optimeerinud pikkusega lõigatud terasmasinate allavoolu struktuuri, lisades kohandatud kahe virnastaja. See võimaldab metalllehtede pidevat virnastamist, suurendades igakülgselt liini üldist tootmisefektiivsust.
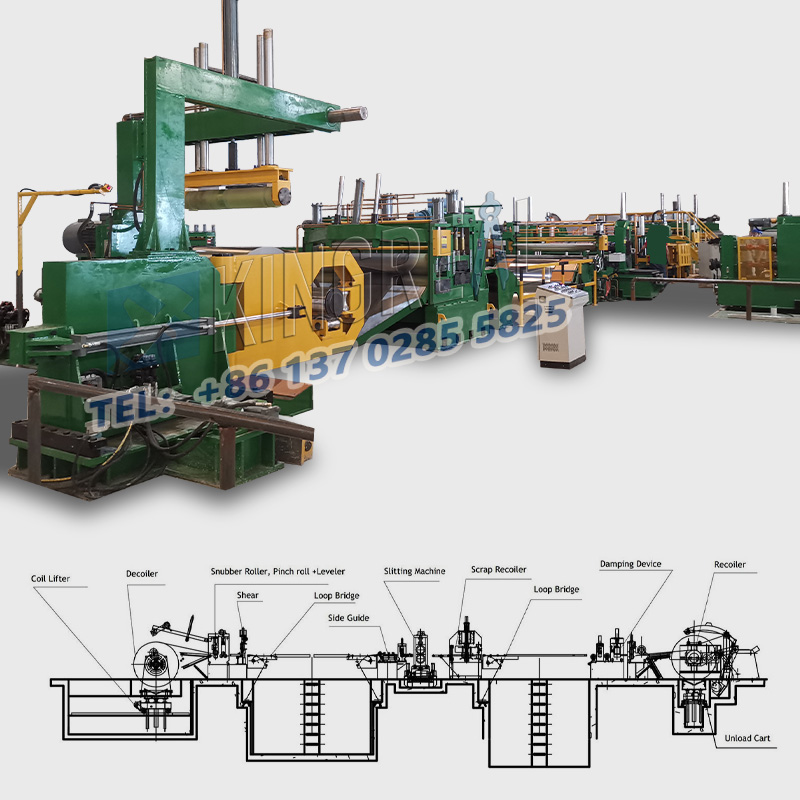
Kahe virnastajaga joonele lõigatud terase töövoog
KINGREAL STEEL SLITTERI eritellimusel kujundatud topeltvirnastaja integreerub sujuvalt täielikult automatiseeritud pikkusesse lõigatud terasmasina tööloogika ja olemasoleva töövooga. See võimaldab tõhusust tõsta, ilma et oleks vaja muuta põhikomponente, nagu decoiler, nivelleerija või lõikur.
Esiteks töötleb pikkusesse lõigatud masin pooli, lõigates materjali standardsuuruses metalllehtedeks vastavalt tootmisparameetritele. Need lehed transporditakse seejärel sujuvalt liini rullkonveierite ja muutuva sagedusega ajamiga konveierilintide kaudu, mis suunatakse otse allavoolu virnastamisplatvormile, et virnastada korralikult ja korralikult.
Kahekordse virnastajaga on intelligentne tõstemehhanism, mis on varustatud gravitatsioonitundlike ja loendusmoodulitega. Platvorm langeb automaatselt konstantsel kiirusel sünkroonis virna suureneva kõrgusega, säilitades ühtlase vastuvõtutaseme. See hoiab ära kokkupõrked, nihked või servade kõverdumise, tagades virnastatud väljundi tasasuse ja kvaliteedi. Operaatorid kasutavad keskmist puuteekraani virnastamiskoguse, virnastamiskõrguse ja käru liikumise parameetrite eelseadistamiseks. Kui terasplaadivirn ühel platvormil saavutab soovitud koguse või kõrguse, käivitab juhtsüsteem automaatselt jaamalüliti. Pärast seadmete lühiajalist jaamade joondamist langetab operaator täislastis platvormi tõstemehhanismi, liigutab laaditud käru kiiresti välja ja samal ajal juhib tühja ootekäru tööasendisse. Kogu protsess – pügamine, söötmine ja virnastamine – käivitub kohe uuesti, lõpetades suletud ahelaga tootmistsükli.
|
Üks virnastaja: joonele lõigatud terase tootmise kitsaskoht
Enim standardnepikkusesse lõigatud terasest masinadturul on varustatud ühe virnastajaga, mis on virnastamisviivituste ja piiratud tootmisvõimsuse peamine põhjus. Kui platvorm on eelseadistatud piirini täidetud, tuleb kogu pikkusesse lõigatud terasliin sulgeda.
Selleks on vaja läbida rida abisamme: plaatide kinnitamine, koormatud käru väljaviimine, valmistoote tõstmine ja teisaldamine, tühja käru oma kohale tagasi viimine ning tõsteplatvormi lähtestamine ja kalibreerimine. See mahalaadimise ja lähtestamise jada on aeganõudev ja töömahukas; vahepeal peatuvad kõik ülesvoolu protsessid – mähise lahtikerimine, rullide tasandamine, servo etteanne ja kiire lõikamine – täielikult, jättes ülitäpse lõikeseadme ja servoajami süsteemi jõude.
Suuremahuliste metallitöötlemistehaste puhul põhjustavad sagedased seisakud ja mahalaadimiseks vajalikud pikad intervallid ühe virnastajaga liinidel seadmete kasutusmäära märkimisväärse languse. |
 |
 |
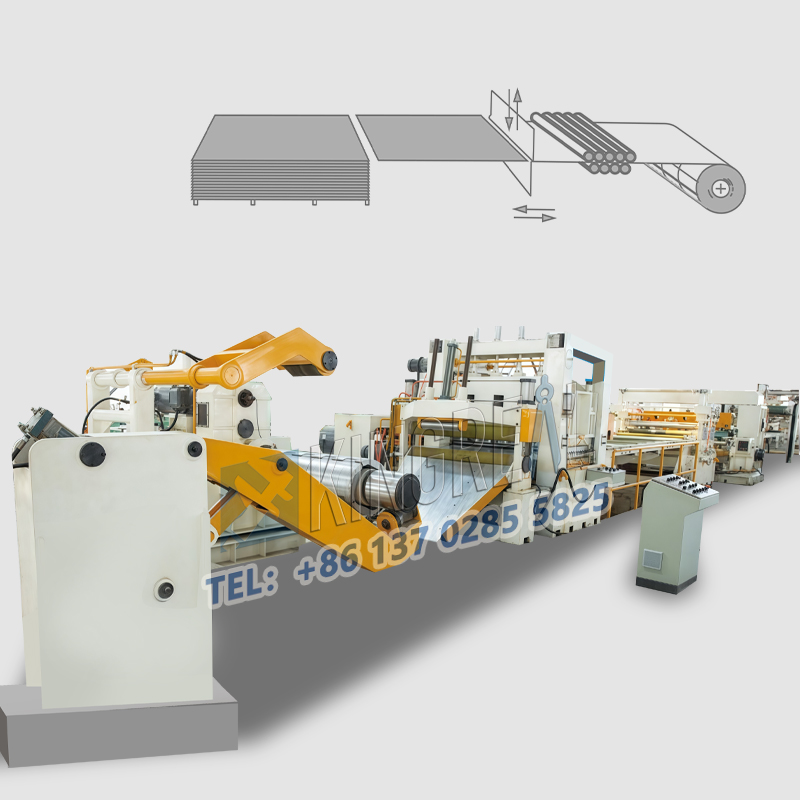
Topeltvirnastajad: kiirendatud terasest jooneni lõigatud virnastamine
KINGREAL STEEL SLITTERI topeltvirnastaja on modulaarse disainiga kahe käru ja kahe jaamaga – üks aktiivne ja teine ooterežiimis –, mis sobivad ideaalselt virnastamiskiiruse ülesvoolu lõikamiskiirusega. Kontrollibpikkusesse lõigatud terasmasinIntegreeritud elektrisüsteemiga töötavad kaks käru iseseisvalt ja häireteta. Koormatud käru eemaldamine ja tühja käru sisenemine toimuvad samaaegselt, minimeerides seisakuid virnavahetuse ajal ja lahendades täielikult ühe jaama materjalivahetusega seotud kitsaskohad. Kahekordne virnastaja on suurepäraselt sünkroniseeritud ülesvooluliini pideva etteande ja kiire lõikamisrütmiga. See kõrvaldab tühjendusotsas esinevad kitsaskohad, nagu virnastamisest, mahalaadimisest või materjali teisaldamisest põhjustatud viivitused, vabastades sellega liini sagedastest käivitus-seiskamistsüklitest ja võimaldades pikaajalist, suuremahulist, mehitamata pidevat töötlemist.
Kui põhimasin teostab pidevat pügamist ja üks platvorm kogub lehti, siis operaatorid saavad samaaegselt tegeleda teise täislastis platvormi ülesannetega, nagu valmistoodete tõstmine, materjalide teisaldamine ja esialgse arvestuse pidamine. Kui virn vastab sihtspetsifikatsioonidele, vahetavad platvormid kiiresti positsioone, et jätkata virnastamist kohe. Käitades paralleelselt põhilõikamisprotsessi ja käsitsi toote teisaldamist – ning tagades, et lisalaadimis-/väljalaadimistoimingud ei sega südamiku lõikamist – vähendab süsteem oluliselt kogu tootmisaega ning suurendab tõhusalt igapäevast virnastamis- ja väljundmahtu.
Lisaks tasakaalustab kahe virnastaja kiirust täpsusega; lehe positsioneerimise viide jääb jaama vahetamise ajal konstantseks, tagades korralikud ja ühtlased virnad. See vähendab hiljem käsitsi ümberjoonistamise vajadust ja optimeerib veelgi allavoolu töötõhusust. |
See topeltvirnastaja mitte ainult ei suurenda eksponentsiaalselt virnastamiskiirust ja minimeerib seisakukadusid, vaid vastab ka suuremahulise tööstusliku tootmise nõudmistele, vabastades täielikult pikkusesse lõigatud terasest liinile omase lõikevõime. KINGREAL STEEL SLITTER on professionaalne pikkusega lõigatud terasmasinate tootja ja tarnija, kes pakub kohandatud, täielikult automatiseeritud lahendusi, mis on kohandatud vastavalt lehe paksusele, materjalidele ja tootmisnõuetele.
Lisateabe saamiseks võtke julgelt ühendust KINGREAL STEEL SLITTERIgapikkusega joonele lõigatud terasestkonfiguratsioonid, võimsuse optimeerimine ja kohandatud muudatused.