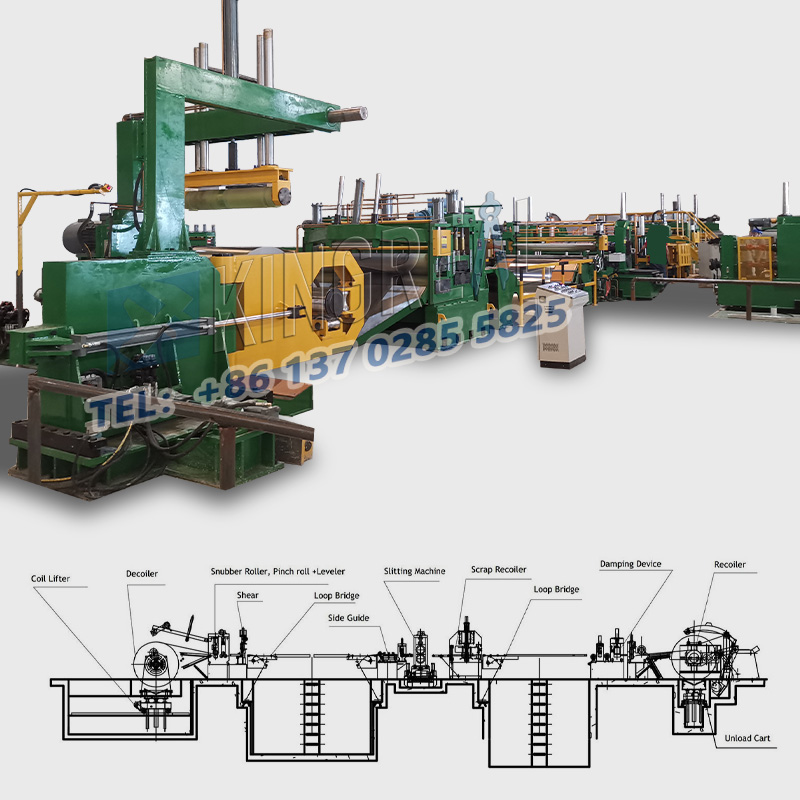
1. ladustamislaud: kasutatakse töödeldava tooraine jaoks, mida nimetatakse ka tooraine ootekohaks, tavaliselt kohandatud 1-2.
2. Rull-transpordikäru: transportige hoiulaual ladustatav tooraine lahtikerimisseadmesse ja asetage tooraine kerimisseadmesse, kasutades selleks tõusu, langemise, edasi-tagasi liikumise jne funktsioone. Tavaliselt kasutatakse visuaalset/käsitsit. režiimis või sellest saab teha täisautomaatse V-tasapinna või veeretasapinna.
3. Lahtirullija: tavaliselt tuleb lahtikerimistrumli abitoe otsa lisada ühte konsooli tüüpi, näiteks toormaterjali kaal on suur, lahtirulli istmel on tavaliselt paralleelne suund piki funktsiooni liikumist enne ja pärast seda. , saab tõhusalt ja kiiresti lõpule viia tooraine tsentreerimise, tavaliselt visuaalse/tagurpidi režiimi, saab muuta ka täisautomaatseks automaatseks tsentreerimiseks, kuid vajadus tõsta kallite tasude kulusid.
4. Kinnitus-, nivelleerimis- ja plaadipea nikerdus: kinnitusratas on tavaliselt hüdrauliline, pneumaatiline ja elektriline tõsteseade, tasandusmasin on tavaliselt elektriline tõste- ja tiguülekande konstruktsioon, et tagada tõstmise ja positsioneerimise stabiilsus, plaadipea niker on tavaliselt hüdrauliline lõikamine. masin, et tagada toormaterjali lõppu ketta nihke flush. Ajamit juhib tavaliselt astmevaba mootor, et tagada masina liinikiiruse sujuvus ja sünkroniseerimine.
5. Piikisuunalise nihkekiiruse sobitamise puhverseadme toorainena tuntud ka kui toormaterjalide hoidmise puhverkaev, tavaliselt sügavus 2–4 meetrit, pikkus 3–4 meetrit, tavaliselt hüdrauliline elektriline tõstmine. üleminekuplatvorm, toormaterjalid kinnitusse ja küljele seadme juhtimiseks, üleminekuplaati kasutatakse tavaliselt toormaterjali kontaktina rullide ja kriimustuskindlate materjalide üleminekupinnaga.
6. Külgjuhik ja kinnitusseade: külgjuhik on külgsuunas kiiresti ettepoole suunatud positsioneerimisseadme toorainena, kasutades tavaliselt vertikaalset rulli tüüpi või vertikaalset plaatkonstruktsiooni, tagamaks, et põiki positsioneerimise pikisuunalises nihkes olevad toorained ei näib jooksvat ja lõpptoote nihkelaius on halb; Klambriseadet kasutatakse tavaliselt rullides, et tagada tooraine enne lõikamist soo levik.
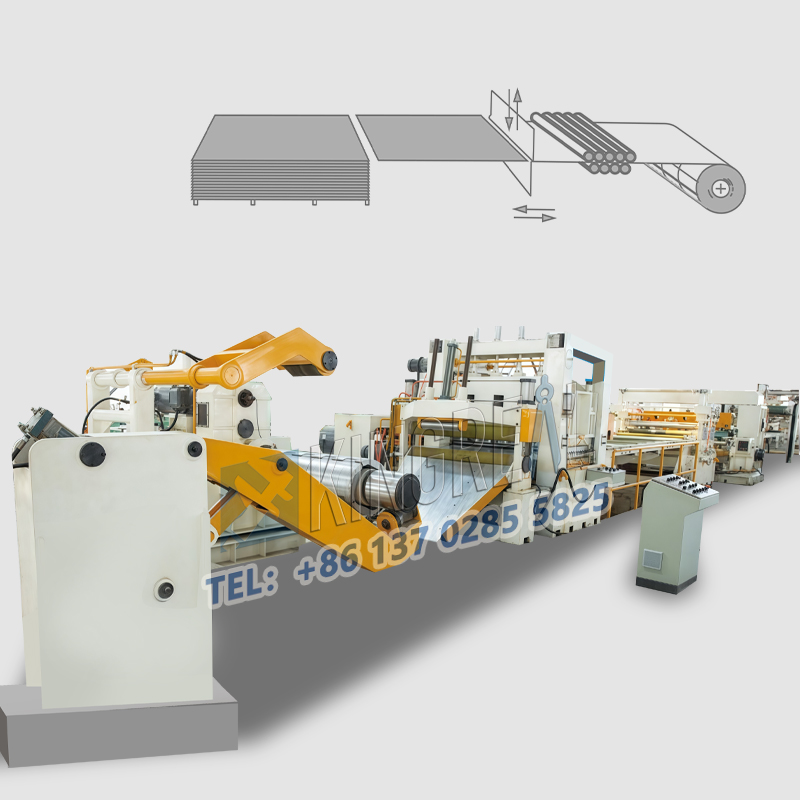
7. Lõikemasin kui selle tootmisliini põhiseade, lõikab erineva laiusega valmistooteid läbi erinevate terade ja vahetükkide kombinatsioonide. Lõikenoa võlli täpsus on väga kõrge. Selle pikisuunaline läbivool, külgsuunaline läbipaine ja mehaaniline tugevus määravad kõik lõikamistoodete täpsuse. Selle tarvikute, nagu ümmargune tera ja tera vahetükk, täpsusnõuded määravad ka lõikamistoote täpsuse ja noa paigutuse aja, mis mõjutab otseselt töötlemise väljundit. Kerimismeetodil on tavaliselt kahte tüüpi tagasikerimine: kummirõnga tagasikerimine ja surveplaadi tagasikerimine ning tera ja tera vahetüki positsioneerimisel on mutri positsioneerimine ja kallim hüdraulilise võlli lukustus jne. Kerimismeetodil on kahte tüüpi tagasikerimine: kummirõnga tagasikerimine. ja surveplaadi tagasikerimine.
8. Üleminekuplatvorm: üleminekuplatvorm on üleminek valmistootele pügatud üleminek seadme sees olevale valmis puhveraukude komplektile, selle ketta nihkeosa lähedal olevaid nõudeid saab vabalt üles tõsta, et hõlbustada tera rida. grupi ja valmistoote kvaliteedi mõõtmine ja muud funktsioonid, materjali surveplaadi seadme otsa fikseeritud osas, et vältida valmistoote kukkumist pärast nihkejõu sattumist süvenditesse, et moodustada sõlmedega segadus.
8. Vanaraua serva ümberkerimismasin: vanaraua serva ümberkerimismasin kasutab ketta tüüpi kogumisseadet, et kerida vanaraua serv pärast materjali lõikamist kimpudeks, et hõlbustada vanaraua serva traadi ladustamist ja transportimist, mida tavaliselt täiendab kruvitüüpi juhtimine. seade või nukkühenduse tüüpi juhtseade, mis kasutab astmeteta muutuva kiiruse ja pingega juhitava mootoriajami, mida on täiendatud hädaseiskamispiduritega, ning käsitsi mahalaadimiseks ja automaatseks mahalaadimiseks on kaks võimalust.
9. Eesmine eraldusseade: eesmine eraldusseade on mõeldud valmistoodete eraldamiseks enne nende jõudmist pingutustootmisjaama, nii et valmisrihmad ei oleks ristrihmaga ega virnastatud, kui neid pingutatakse, mis koosneb tavaliselt kahekordsest eraldamisest ja positsioneerimis- ja vahelejäämisvastased rihmapressirattad ning esiosa võtab vastu eraldusvõlli, mida saab tõsta ja langetada, nii et see võib vältida pressitud plaadi plastilist deformatsiooni pressrataste tõttu ning eraldusvõll kasutab liikuvat juhtrööpa mida saab mugavalt ja paindlikult libiseva eraldusvõlli abil välja tõmmata, et olla abiks Eraldusvõllil on liikuv juhtsiin, mida saab hõlpsalt ja paindlikult välja tõmmata, et hõlbustada vaheseina ridade rühmitamist.
10. Endine eraldusseade: endine eraldusseade on valmistoodete eraldamiseks enne nende jõudmist pinge tootmisjaama, nii et valmistooted ei jääks ristribadesse ega virnastatuks, kui need pinge tõttu pigistatakse, ning see koosneb üldiselt kahekordse eraldus- ja positsioneerimis- ning vahelejäämisvastaste rihmapressi ratastega ning endises sektsioonis on eraldusvõll, mida saab tõsta ja langetada, mis hoiab ära pressitud plaadi plastilise deformatsiooni pressrataste tõttu ning eraldusvõll võtab kasutusele liigutatav juhtsiin, mida saab mugavalt ja paindlikult välja tõmmata eraldusvõlli libisemisega, et hõlbustada Eraldusvõll kasutab liigutatavat juhtsiinit, nii et eraldusvõlli saab paindlikult ja mugavalt välja tõmmata, et hõlbustada eraldusvõlli rühmitamist. linad.
11. Pingutusjaam: Pingutusjaam jaguneb plaadi pingutusjaamaks, rihma pingutusjaamaks ja rullipingutusjaamaks, mis tavaliselt kasutab reguleeritavat hüdraulilist rõhku, et rõhku tõsta ja langetada, et saavutada pinge tekitamise funktsioon, samas kui rihma tüüp ja rull. tüüp kasutab pinge tekitamiseks libisevat hõõrdetakistust.
13. Ümberkerimismasin: ümberkerimismasin, tuntud ka kui valmistoote tagasikerimismasin, on lõhestatud nihkega valmistoote, mis keritakse seadme rulliks, kerimistrummel võib olla üles- ja allapoole suunatud struktuur, et hõlbustada valmistoodete sujuvat eemaldamist, mis on kinnitatud eraldusseade, mis hoiab ära valmistoote ristumise rihmaga, virnastatud rihma ja valmistoote otsaga rulli tasapinnaline, hüdrauliline tõstmine, mida täiendab valmistoote vastukaalu klapp, võib olla vastukaaluks automaatsele. tõukeplaadi seadme hüdrauliliselt käitatav tõus, valmistoode võetakse trumlist tõukeplaadi seadet juhitakse hüdrauliliselt, et valmis lint vastuvõturullilt sujuvalt välja lükata. Raskemate rullide kogumisel kasutatakse abitugiseadmeid. Ajamimootorit käitab konstantse võimsusega mootor, et tagada mähise võimsuse säilimine suurte materjalirullide kerimisel ja tagada, et lint ei tõuseks. Kiire pidurduspidur ei lase rihmal nuga tõmmata.