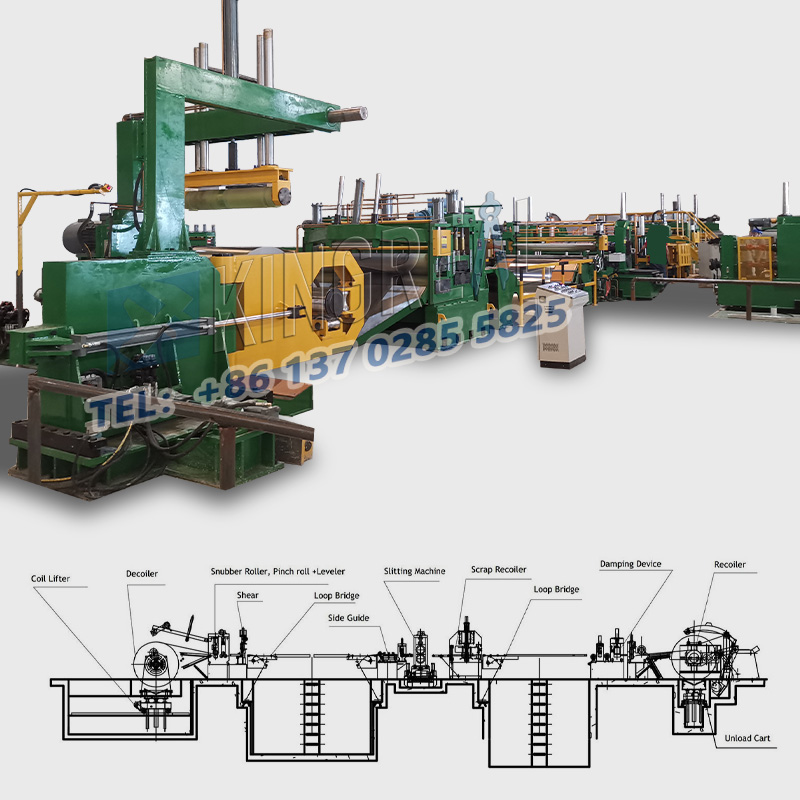
TheLõika pikkusjooneleon spetsiaalselt ette nähtud erineva tooraine ja paksusega metalllehtede lõikamiseks pooli ristlõikest leheni, lehtede sirgendamiseks ja teatud pikkuseks lõikamiseks. Põhiprotsess hõlmab lahtikerimist, sirgendamist, ristlõikamist ja virnastamist jne. See realiseerib täisautomaatse pikkusesse lõikamise tootmisprotsessi ja toodab lehttooteid, mis vastavad kliendi mõõtmete nõuetele ja suunatakse sekundaarsesse töötlusesse, mida kasutatakse laialdaselt. kasutatakse autotööstuses, masinaehituses ja metallitöötlemises.

Erinevate paksuste ja erinevate toormaterjalide jaoks algsest materjalist ja seejärel lõigatakse lõikamisliini tootmisprotsess, kuidas tagada nihke edenemine ja kiirus?
Mis on põhimõtepikkusesse lõigatud masinpügamine?
Esiteks peate enne nihkemasinasse sisenemist mõistma metallpooli protsessi ulatust:
1. Materjali etteandmine: Lehtmetall juhitakse lõikurisse etteandeseadme (nt rullid, konveierilindid jne) abil. Söötmisseade tagab lehe sujuva ja pideva söötmise lõikepiirkonda.
2. Positsioneerimine ja kinnitamine: nihketäpsuse tagamiseks tuleb lehtmetall enne lõikamist täpselt positsioneerida. Positsioneerimisseadmed (nagu positsioneerimistihvtid, fotoandurid jne) plaadi asukoha määramiseks, kinnitusseadmed (nt hüdraulilised kinnitused) plaadi kinnitamiseks, et vältida selle liikumist lõikamisprotsessi ajal.
1. Täppisnivelleerimine: metallplaatide või -ribade sirgendamiseks spetsialiseerunud seade, mida kasutatakse peamiselt painde, lainetuse ja muude materjalide tootmisel ja töötlemisel tekkivate ebaühtlaste defektide kõrvaldamiseks, parandades seeläbi materjalide tasasust ja kvaliteeti. Tavaliselt on sees üles ja alla paigutatud hulk tasandusrullikute komplekte. Neid rullikuid käitatakse mehaaniliselt või hüdrauliliselt, et painutada materjali korduvalt ülemise ja alumise rulli vahel.

Nihkeseadme põhimõte:
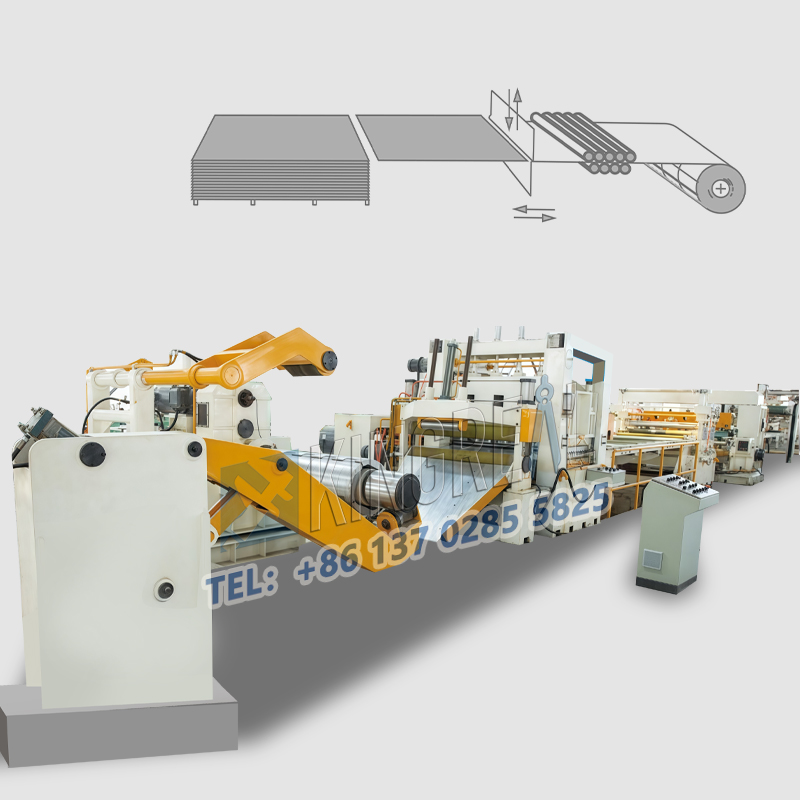
Lõikemasina südamikuosa on lõiketera, mis sisaldab tavaliselt ülemist tera ja alumist tera. Terade materjaliks on tavaliselt ülitugev legeerteras, pärast spetsiaalset kuumtöötlusprotsessi, et tagada selle kõvadus ja kulumiskindlus.
Liuguri liikumine: käärid käitatakse tavaliselt mehaaniliselt või hüdrauliliselt, et liigutada ülemist tera mööda vertikaalset või diagonaalset allapoole liikumist ja fikseeritud alumist tera, et moodustada lõikejõud.
Nihkejõu mõju: kui ülemine tera alla surutakse, mõjub leht ülemise ja alumise tera vahel nihkejõule. Kui nihkejõud ületab materjali nihketugevuse, puruneb plaat piki nihkejoont, lõpetades nihke.
Jäätmematerjali tühjendamine: pärast lõikamise lõpetamist tühjendatakse pügatud leht ja jäätmematerjal läbi konveieri või jäätmerenni.
Samal ajal on kaasaegsed käärid tavaliselt varustatud arvutite arvjuhtimise (CNC) süsteemidega. Juhtsüsteem on programmeeritud määrama lõikamisparameetreid (nt lõikamise pikkus, kogus jne) kõrge automatiseerituse astmega, mis võib parandada tootlikkust ja lõikamise täpsust.