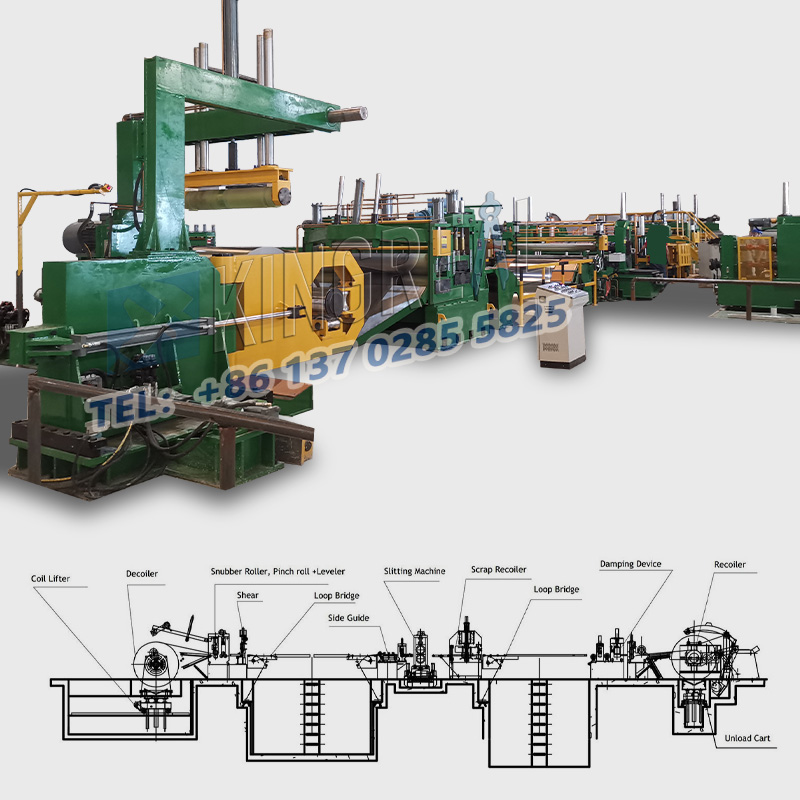
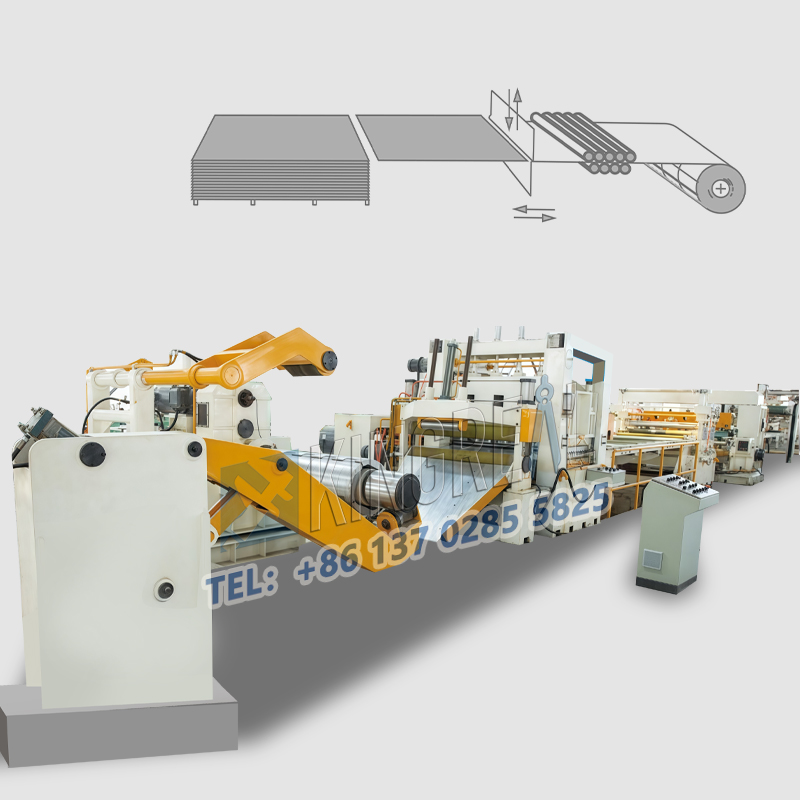
Metalli lõikamismasinadkasutatakse laialdaselt metallitöötlemistööstuses, peamiselt suurte metallmaterjalide rullide lõikamiseks mitmeks kitsaks ribaks. Kuid tegeliku töötamise ajal võivad metalli lõikamisliinid kogeda mitmesuguseid kõrvalekaldeid, mille tulemuseks on töötlemise efektiivsuse vähenemine või materjali raiskamine. See KINGREAL STEEL SLITTERi artikkel käsitleb mitmeid metalli lõikamismasinate levinumaid tööprobleeme ja pakub vastavaid lahendusi, mis aitavad kasutajatel oma metalli lõikamisliine paremini kasutada.
1.1 Mähise kokkuvarisemine
Pärast lõikamist, kui teraspool rullilt eemaldatakse, vajub see sageli kokku ja muutub ovaalseks. Selle nähtuse peamiseks põhjuseks on ebapiisav pinge kerimisprotsessi ajal või roostevastase õli olemasolu terasriba pinnal, mis hoiab ära piisava hõõrdumise kihtide vahel. Selle probleemi lahendamiseks võib võtta järgmisi meetmeid:
1.1.1 Veenduge, et mähise ajal rakendataks piisavat pinget, et vältida mähise deformatsiooni.
1.1.2 Kontrollige regulaarselt terasriba pinda, et see oleks puhas ja õlivaba, tagades seega hea hõõrdumise kihtide vahel.
1.2 Ebaühtlased terasrulli servad
Ebaühtlased terasrulli servad on peamiselt põhjustatud järgmistest teguritest:
1.2.1 Kehv pinge: nõrk pinge mähise alguses ja tugev pinge mähise lõpus põhjustavad ebaühtlase mähise. Selle vältimiseks tuleks kerimise alguses pinget suurendada ja lõpus vähendada.
1.2.2 Ebaühtlane pingejaotus: kui terasriba ei lõigata esiservast sirgeks või kui klambrid haakuvad lõikamise ajal terasriba esiserva, põhjustab see pinge ebaühtlast jaotumist. Enne kasutamist veenduge, et lõikeriba oleks ühtlase pinge tagamiseks tihedalt rulli pinna külge kinnitatud.
1.2.3 Võnkumine silmusesüvendis: kui terasriba võngub silmusaugus küljelt küljele ja väikesed juhtrullikud ei ole korralikult fikseeritud, võib see põhjustada pingutusplaadi nurga muutusi, mille tulemuseks on ebaühtlane mähis. Võnkumise vähendamiseks võib pärast aasa kaevu kasutada vaipa või vilti, mis puutub kokku terasriba pinnaga, ning kinnitada tuleks väikesed juhtrullikud.
1.2.4 Burri tekitamine: Kitsaste terasribade puhul võivad lõikamise ajal suured või ebaühtlased servad mõlemal küljel põhjustada ebaühtlase mähise. Soovitatav on pöörata terasriba nii, et jämedad jäävad silmuseaugus ülespoole, nii et jämedad jääksid allapoole, vältides seda probleemi tõhusalt.
Pärast lõikamist võib terasriba deformeeruda, näiteks külgsuunas painduda. Põhjused on üsna keerulised:
2.1 Ebaühtlane nihkepilu:
On ametalli lõikamismasin, ebatäpsed võrdluspunktid lõikuri võlli õlal, lõikevõlli laagri liigne aksiaalne lõtk või vead vahetükis või selle paksuses võivad kõik põhjustada ebaühtlaseid nihkevahesid, mille tulemuseks on deformatsioon. Metalli lõikamisliini regulaarne kontrollimine ja kalibreerimine, et tagada selle normaalne töö, võib seda olukorda tõhusalt ära hoida.
2.2 Materjali paksuse kõikumine:
Laia materjali keskmise ja servaosa paksuse erinevus on tavaline probleem, eriti rullmaterjalide puhul. Metalli lõikamisliinide täpsuse ja reguleerimistehnikate erinevuste tõttu on ka erinevate tootjate materjalide paksuse erinevused erinevad. Enne töötlemist on soovitatav läbi viia paksuse testimine ja kohandada vastavalt tegelikule paksuse erinevusele.
2.3 Põhimaterjali painutamine:
Alusmaterjalis valtsimisel tekkivat sisepinget nimetatakse potentsiaalseks jääkpingeks. Pingetasakaalu kaotus pärast pikisuunalist lõikamist võib põhjustada terasriba paindumise. Seetõttu on kvaliteetse tooraine valimine ja valtsimisprotsessi optimeerimine olulised lahendused.
2.4 Ebaühtlased jäsemed või servad:
Kui kerimise ajal on plaadi paksus suurem sellel poolel, kus on suuremad pursked, põhjustab see rulli suurema läbimõõdu ja moodustab trompetikujulise painde. Selle lahendamiseks võib teisele küljele sisestada sobiva paksusega paberi või kasutada lõikamisprotsessi.
2.5 Riba lainelised servad:
Kerimisprotsessi ajal võivad jämedused põhjustada terasriba serva paksuse suurenemist, mille tulemuseks on serva pikenemine. Metalli lõikamismasina töötamise ajal tuleb külgsurve vähendamiseks suurendada horisontaalset kliirensit. Lisaks aitab seda probleemi lahendada ka lõigatavale materjalile sobivate terade kasutamine ja tera kulumise vähendamine.
3.1 Terade vahele jäänud
Kui kitsa terasriba lõikamisel ei täida sõrmekujuline surveplaat täielikult kahe välimise tera vahelist tühimikku, võib terasriba kinni jääda kahe välimise tera vahele, mille tulemuseks on kortsud. Tõhus strateegia selle probleemi vältimiseks on täita välimiste labade vahe tasase surveplaadiga ja tagada hõõrdumise vähendamiseks teradele korrapärane petrooleumi kandmine.
3.2 Kortsumine trumli lõugade juures
Metalli lõikamismasinatel, kui terasriba ei istu esimesel kerimiskäigul tihedalt vastu mähistrumlit, võivad järgneval kerimisel tekkida kortsud. Selle vältimiseks tuleks regulaarselt kontrollida mähistrumli lõugasid ning jälgida, et terasriba oleks kerimise alguses kindlalt ja tihedalt trumli külge kinnitatud.
4.1 Surveplaatide põhjustatud lõiketera jäljed
Kui surveplaadi kõrgus ei ühti juhtplaadiga, võib see põhjustada terasribale liigset survet, mille tulemuseks on lõiketera jäljed. Seetõttu tuleks surveplaadi kõrgust regulaarselt kontrollida ja reguleerida, et tagada selle vastavus juhtplaadi kõrgusele.
4.2 Tera surveplaadi vibratsioon
Kui tera surveplaat vibreerib üles ja alla, võib see põhjustada ka tera jälgi. Need terajäljed on tavaliselt katkendlikud ja peamisteks põhjusteks on spindli painutamine, tera ja võlli vaheline liigne kliirens ning metallijäätmete paagutamine tera teisel küljel. Spindli seisukorra kontrollimine ja terade puhtana hoidmine võib terajälgede teket tõhusalt vähendada.
Metallist lõikamisliinidparatamatult tekib igapäevasel kasutamisel mitmesuguseid probleeme, kuid paljusid probleeme saab vältida või leevendada hoolika kontrolli ja hooldusega. Metalli lõikamismasinate levinud probleemide ja nende lahenduste mõistmine ja valdamine võib aidata kasutajatel optimeerida tootmisprotsesse ja parandada töö efektiivsust. KINGREAL STEEL SLITTER loodab, et ülaltoodud soovitused annavad teile väärtuslikku teavet metalli lõikamisliini kasutamisel ning tagavad selle pideva ja tõhusa töö. Küsimuste korral võtke julgelt ühendust KINGREAL STEEL SLITTERiga!