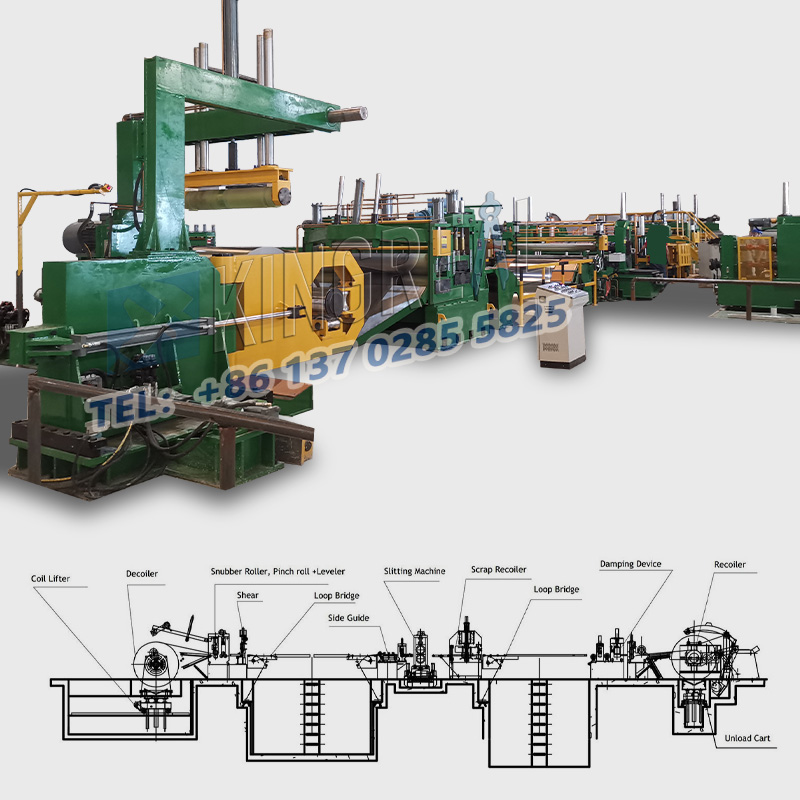
Kaasaegses tööstuses,metallist pooli lõikamisliinidon olulised seadmed metallpoolide, eriti räniterasest poolide lõikamiseks. Pärast metallpoolide lõikamismasinaga täpset lõikamist virnatakse räniterasest rullid südamikeks. Põhikvaliteedikontroll on elektriseadmete töö tagamiseks hädavajalik. Niisiis, milline on tihe seos metallpoolide lõikamisliinide ja südamiku kvaliteedi vahel? See artikkel KINGREAL STEEL SLITTER annab sellele küsimusele vastuse.

1. Core Burrs ja kvaliteedikontroll
mõjutab otseselt südamike tootmiskvaliteeti. Näiteks lõikeriistade materjal ja teravus ning metallpooli lõikamismasina töökiirus on kõik olulised jämedust ja sirgust mõjutavad tegurid. Lõikeriistade teravuse tagamiseks peavad kasutajad lõiketööriistu regulaarselt hooldama ja vahetama.
Lõikamisprotsessi ajal kasutades ametallist mähiste lõikamismasin, on teatud määral jämedad alati olemas. Elektriseadmete (nt trafod) puhul seatakse jämeduse lubatud kõrgus tavaliselt alla 0,03 mm. Seda standardit ületavad burrid peavad olema reljeefsed. Praktikas saab õige stantsi kliirensiga tõhusalt kontrollida jäme suurust. Kui stantsi ja stantsi servade praod moodustavad sirge joone, võrdub tühjaks tehtud tooriku minimaalne suurus stantsi suurusega, maksimaalne suurus aga stantsi suurusega, tagades tooriku kõrge kvaliteedi.
2. Metallpooli lõikamispingi paigaldus- ja töönõuded
Kui paigaldate tööriista seadmelemetallist mähiste lõikamismasin, peab operaator selle hoolikalt joondama tagamaks, et ülemiste stantside keskjooned kattuvad, vältides ekstsentrilisust ja ristumisi. Lisaks peab lõikeserva ümber olema ühtlane lõtk, et vältida kokkupuudet ühel küljel enne teist. Hallituse disainerid peavad hoolikalt valima vormi materjalid, struktuuri ja kliirensi; samas peavad tootjad rangelt kontrollima põhiprotsesse, nagu töötlemine ja peenjahvatamine, et tagada valmisvormi vastavus kvaliteedistandarditele.
Metallpooli lõikamisliini töötlemiskvaliteet peegeldub peale rästide ka südamiku sirguses. Lõikeserva kõrvalekalle peegeldab sisemise pinge suurust, mida metallpooli lõikamismasin ei saa kõrvaldada. Seetõttu tuleb kontrolli teostada materjali enda sees. Lõikamisprotsessi ajal määrab lõikeserva kõrvalekalle materjali sirguse.
 |
 |
3. Sisemine stress ja materjali sirgjoonelisus
Tavaliselt põhjustab see kõrvalekalle erineva raskusastmega kumerust ja nõgusust, kusjuures lubatud kumerusvahemik ei ületa 0,8 mm 1,5 m piires. Toiteallika, õhuvarustuse, hüdrosüsteemi, õli temperatuuri ja muude tegurite kõikumiste tõttu võivad häired põhjustada häireid. Seetõttu tuleb nendele elektrisüsteemidele lisada pinge stabiliseerimise, rõhu vähendamise ja püsiva rõhu seadmed. Lisaks tuleb elektrooniliste süsteemide jaoks häirete vältimiseks rakendada mitmesuguseid varjestusmeetmeid.
Olemasolevates tingimustes peavad operaatorid olema tuttavadmetallist pooli lõikamisliinerinevad juhtimissüsteemid ja reguleerimismeetodid, et kõik kõrvalekalded kiiresti tuvastada ja kõrvaldada. Ainult nii saab metallpooli lõikamismasina tootmistõhusust tõhusalt parandada ja südamike kvaliteeti tagada.
4. Metallpooli lõikamismasina tehnilised parameetrid ja töö
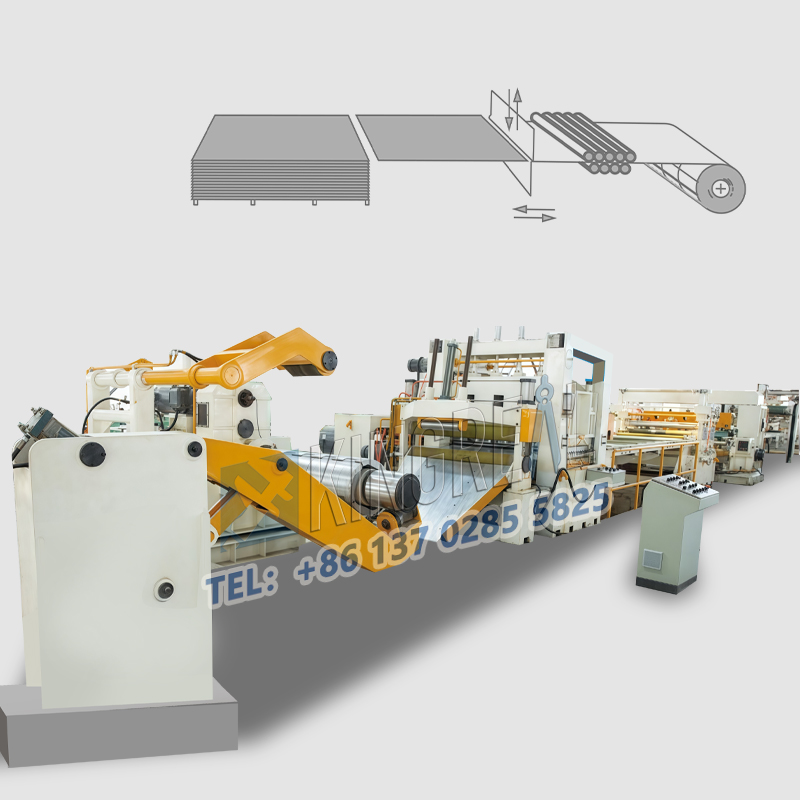
Tehnilised parameetridmetallist pooli lõikamisliintöötamise ajal tuleks pügatud südamikke regulaarselt kontrollida, et kontrollida selliseid näitajaid nagu puuri kõrgus ja sirgus. Kui avastatakse probleeme, tuleks metallpooli lõikamisliini parameetreid kohe reguleerida või operaatoreid ümber koolitada, et tagada iga tootepartii vastavus kvaliteedistandarditele.
Lisaks tuleks metallpooli lõikamisliini töökiirust reguleerida vastavalt materjali omadustele. Erineva paksuse ja kõvadusega räniterasest rullide töötlemisel võib töökiiruse sobiv reguleerimine tõhusalt vähendada jäsemeid ja parandada nihke kvaliteeti.
5. Kvaliteedi kontroll ja kontroll
Südamike kvaliteedi tagamiseks tuleb luua terviklik kvaliteedikontrolli süsteem. ajalmetallist mähiste lõikamismasintöötamise ajal tuleks pügatud südamikke regulaarselt kontrollida, et kontrollida selliseid näitajaid nagu puuri kõrgus ja sirgus. Kui avastatakse probleeme, tuleks metallpooli lõikamisliini parameetreid kohe reguleerida või operaatoreid ümber koolitada, et tagada iga tootepartii vastavus kvaliteedistandarditele.
Lisaks tuleks tootmisprotsessi käigus registreerida erinevaid kvaliteedinäitajaid, et neid hiljem analüüsida ja täiustada. Andmeanalüüsi abil saab tuvastada võimalikud tegurid, mis mõjutavad põhikvaliteeti, võimaldades rakendada sihipäraseid parendusmeetmeid.
4. Metallpooli lõikamismasina tehnilised parameetrid ja töö
Tehnoloogiliste edusammudega areneb pidevalt ka metallpoolide lõikamisliini tehnoloogia. Tulevikus intelligentne ja automatiseeritudmetallpoolide lõikamismasinadmuutub järk-järgult tööstuse trendiks. Täiustatud andurite ja automaatjuhtimissüsteemide kasutuselevõtuga saab lõikamisprotsessi ajal reaalajas jälgida erinevaid parameetreid, mis võimaldab õigeaegselt reguleerida, et tagada tuuma ühtlane kvaliteet. Selle protsessi käigus on operaatori oskuste väljaõpe ülioluline. Töötajad peavad valdama uue metallpooli lõikamisliini tööd ja suutma viivitamatult lahendada kõik lõikamisprotsessi käigus tekkivad probleemid.
 |
 |
Suhe vahelmetallpoolide lõikamismasinadja põhikvaliteet on tihedalt seotud. Metallpooli lõikamisliini parameetrite ratsionaalse kontrollimise, tööprotseduuride range jõustamise ja tervikliku kvaliteedikontrollisüsteemi loomisega saab tuuma kvaliteeti tõhusalt parandada, vähendades jäsemete ja sirguse kõrvalekaldeid. Tulevikus täiustatakse intelligentse tehnoloogia pideva arendamisega veelgi metallpoolide lõikamismasinate tootmistõhusust ja kvaliteedikontrolli taset, mis annab kindla garantii elektriseadmete toimivusele.
KINGREAL STEEL SLITTER loodab, et see artikkel pakub väärtuslikku teavet seotud tööstusharude praktikutele ja edendab metallpoolide lõikamise tehnoloogiat.