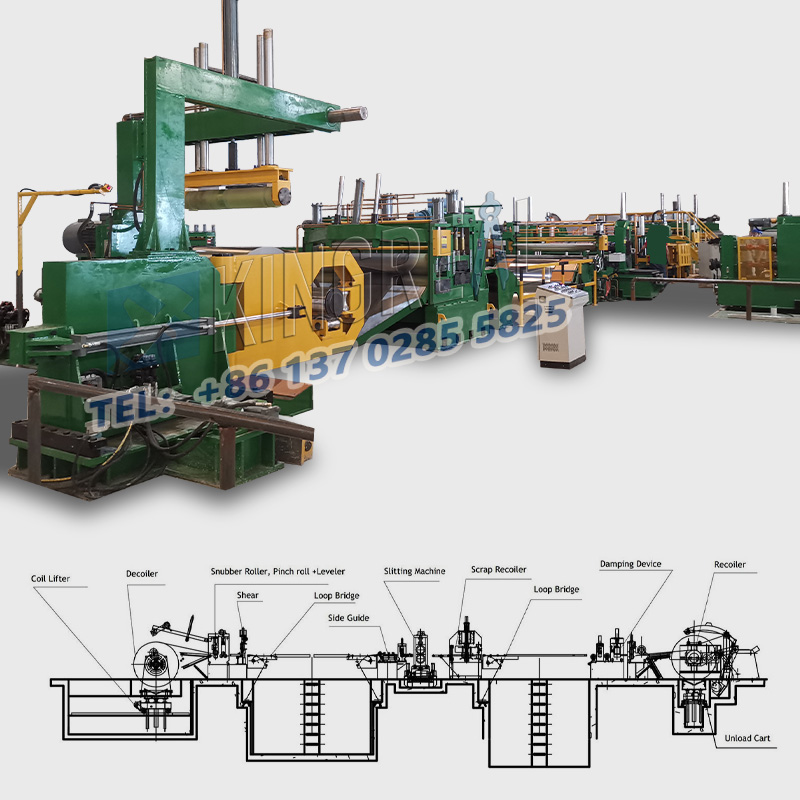
Seadmete täpsus mängib tootmisprotsessis üliolulist rollilehtmetalli pikkusesse lõigatud masinad.
Selles artiklis käsitletakse lehtmetalli pikkusega lõigatud joonte erinevaid aspekte, sealhulgas mehaanilise struktuuri täpsust, elektrilise juhtimissüsteemi täpsust, tööriista kvaliteeti ja hooldust, lehtmaterjali käsitsemist ja positsioneerimist ning protsessiparameetrite optimeerimist, paljastades täielikult pikkusesse lõigatud lehtmetalli masina kvaliteedi saladused.

(1) Pikkuses lõigatud lehtmetalli mehaanilise konstruktsiooni täpsus
Mehaaniline struktuur alehtmetall lõigatud pikkuse jooneleon selle alus ja iga komponendi valmistamise täpsus mõjutab oluliselt selle üldist jõudlust.
Näiteks kui töötluse käigus läheb juhtsiinide sirgus oluliselt kõrvale, nihkub lehtmaterjal transpordi ajal, mille tulemuseks on ebatäpsed lõikemõõtmed.
Lisaks on juhtkruvi sammu täpsus sama kriitiline, määrates otseselt materjali etteandmise täpsuse. Kaldenurga vead võivad põhjustada lõikepikkuse kõrvalekaldeid, mis mõjutavad lõpptoote kvaliteeti.
Näiteks ülitäpse elektroonikakomponentide jaoks vajaliku õhukese vaskfooliumi puhul on juhtsiinide sirguse ja juhtkruvi sammu täpsuse nõuded äärmiselt kõrged. Iga väike kõrvalekalle võib põhjustada ebakvalifitseeritud vaskfooliumi mõõtmeid, mõjutades seeläbi elektrooniliste komponentide jõudlust.
(2) Pikkus lõigatud lehtmetalli masina elektrilise juhtimissüsteemi täpsus
Pikkusesse lõigatud plekiliini elektriline juhtimissüsteem reguleerib seadme tööparameetreid. Selle täpsus mõjutab otseselt tööriista etteandekiirust ja lõikeasendit.
Täpne servomootori juhtimine on autoosade, eriti kõrgtugevate terasplaatide töötlemisel väga oluline. See tagab komponentide mõõtmete ühtluse ja vastab autode kokkupanemise standarditele, tagades, et iga nihke asukoha viga jääb väga kitsasse vahemikku.
Lisaks on oluline juhtimissüsteemi reageerimiskiirus. Kiire ja täpne reageerimine võimaldab õigeaegselt kohandada vastava pikkusega lõigatud lehtmetalli masina töötingimusi, vältides viivitustest põhjustatud kvaliteediprobleeme.
(1) Tööriista materjali valik pikkusega lõigatud lehtmetalli jaoks
sisselehtmetall lõigatud pikkusjoonteks, tööriista materjali valik peab põhinema töödeldava plaadi omadustel.
Kiirterasest tööriistad sobivad tavaliste pehmete terasplaatide jaoks, kuna need tagavad suurepärase lõikejõudluse ja taskukohase hinna. Kuid karbiidist tööriistu on vaja tugevamate plaatide, näiteks roostevaba terase ja legeerterase töötlemiseks.
Nende suur kõvadus ja kulumiskindlus pikendavad tõesti tööriista eluiga ja tagavad lõikekvaliteedi.
Titaanisulamist plaatide töötlemine lennunduses ja kosmosesektoris nõuab veelgi rangemat tööriistamaterjali, mistõttu on vaja kasutada spetsiaalseid ülikõva tööriistamaterjale, mis peavad vastu sulami suurele tugevusele ja sitkusele.
(2) Tööriista serva ettevalmistamine pikkusega lõigatud lehtmetalli masina jaoks
Lõigatud pinna kvaliteeti mõjutab oluliselt tööriista terav ja karm serv. Peeneks jahvatatud lõikeriistade teravad ja siledad servad aitavad minimeerida lehtmetalli lõikamisel tekkivaid jäsemeid ja rebendeid.
Kvaliteetsed lõikeinstrumendid, näiteks alumiiniumpleki töötlemisel arhitektuurse dekoratsiooni jaoks, tagavad sileda ja ühtlase lõikepinna, vähendades seega järellihvimise vajadust ning parandades toote välimust ja tootmise efektiivsust.
Lisaks tuleb lõikeriista serva geomeetriat reguleerida vastavalt lehtmetalli paksusele ja materjalile, et tagada nihkejõu ühtlane jaotus ja seega vältida pinge kontsentratsiooni, mis võib põhjustada lehtmetalli deformatsiooni.
(3) Tööriista hooldus ja pikkusega lõigatud lehtmetalli asendamine
Regulaarne tööriista hooldus ja hooldus, nagu puhastamine ja õlitamine, võivad tõhusalt ära hoida roostetamist ja suurenenud kulumist.
Tööriistade kulumise jälgimine ja tugevalt kulunud tööriistade kiire väljavahetamine on ülioluline, et tagada pikkusega lõigatud lehtmetalli pidev ja stabiilne töö. Üldiselt tuleks tööriista väljavahetamist kaaluda siis, kui lõikeserva kulumine jõuab teatud tasemeni (nt 0,2–0,5 mm, olenevalt tööriista materjalist ja töödeldavast lehtmetallist).
Liiga kulunud tööriistade jätkuv kasutamine võib lehtmetalli lõikamiskvaliteeti märkimisväärselt halvendada, põhjustades mõõtmete kõrvalekaldeid ja suurenenud jäsemete teket.
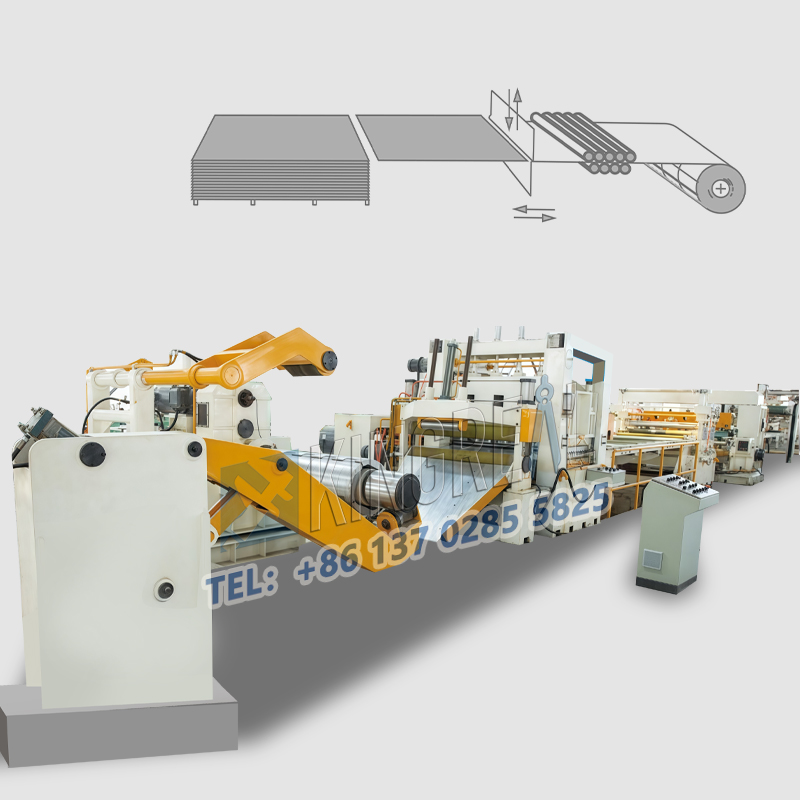
(1) Pikkusjoonele lõigatud lehtmetalli etteandesüsteemi stabiilsus
Stabiilne etteandesüsteem on hädavajalik, et tagada lehtede ühtlane ja täpne söötminelehtmetalli pikkusesse lõigatud masin.
Etteanderullide pinna karedus ja ümarus võib mõjutada sujuva lehe transporti. Leht vibreerib transpordi ajal, kui etteanderullid on karedad või mitte piisavalt ümarad, põhjustades nihkemõõtmete erinevusi.
Lisaks on oluline toitemootori pöördemomendi stabiilsus; pöördemomendi kõikumine võib põhjustada ebaühtlaseid ettenihkeid.
Näiteks on seadme korpuste tsingitud teraslehtede töötlemisel vaja väga stabiilset etteandesüsteemi, et tagada konstantsed nihkemõõtmed ja säilitada kokkupaneku täpsus.
(2) Pikkusjoonele lõigatud lehtmetalli positsioneerimisseadme täpsus
Täpne positsioneerimisseade tagab lehe õige asendi enne lõikamist. Positsioneerimisseadme täpsust tuleks reguleerida vastavalt lehe töötlemise täpsuse nõuetele, saavutades üldiselt ±0,1 mm kuni ±0,5 mm.
Levinud positsioneerimismeetodid hõlmavad mehaanilist positsioneerimist ja fotoelektrilist positsioneerimist. Mehaaniline positsioneerimine pakub lihtsamat struktuuri, kuid suhteliselt madalat täpsust, samas kui fotoelektriline positsioneerimine pakub suuremat täpsust ja kiiremat reageerimiskiirust.
Täppisinstrumentide komponentide lehtede töötlemisel kasutatakse sageli fotoelektrilisi positsioneerimisseadmeid, et tagada lehtede täpne positsioneerimine ja parandada toote kvaliteeti.
(1) Pikkusesse lõigatud lehtmetalli nihkekiiruse reguleerimine
Nihkekiirus tuleks valida vastavalt lehe paksusele ja materjalile. Õhemate lehtede puhul saab nihkekiirust tõsta, et tõsta väljunditõhusust.
Paksemate või sitkemate lehtede puhul võivad liiga suured nihkekiirused lehte painutada ja suurendada tööriista kulumist. Näiteks tavaliste 1 mm paksuste teraslehtede töötlemisel võib nihkekiirust reguleerida 30–50 löögini minutis; 5 mm paksuste kõrgtugevate teraslehtede puhul tuleks nihkekiirust alandada 10-20 löögini minutis.
(2) Pikkusjooneni lõigatud lehtmetalli lõikevahe seadistus
Lõikevahe viitab ülemise ja alumise lõikeriista vahelisele kaugusele. Selle suurus mõjutab oluliselt lõigatud pinna kvaliteeti ja lõikeriistade eluiga.
Liiga väike vahe kiirendab tööriista kulumist ja isegi kahjustab tööriistu, samas kui liiga suur vahe põhjustab pügatud pinnale jäsemeid ja rebendeid.
Üldjuhul tuleks nihkevahe seada 5%-10% lehe paksusest (konkreetne väärtus sõltub lehe materjalist).
Alumiiniumisulamist lehtede töötlemisel saab nende pehmuse tõttu kasutada väiksemat väärtust. Kõvema terase töötlemisel on aga vaja suuremat nihkevahet.