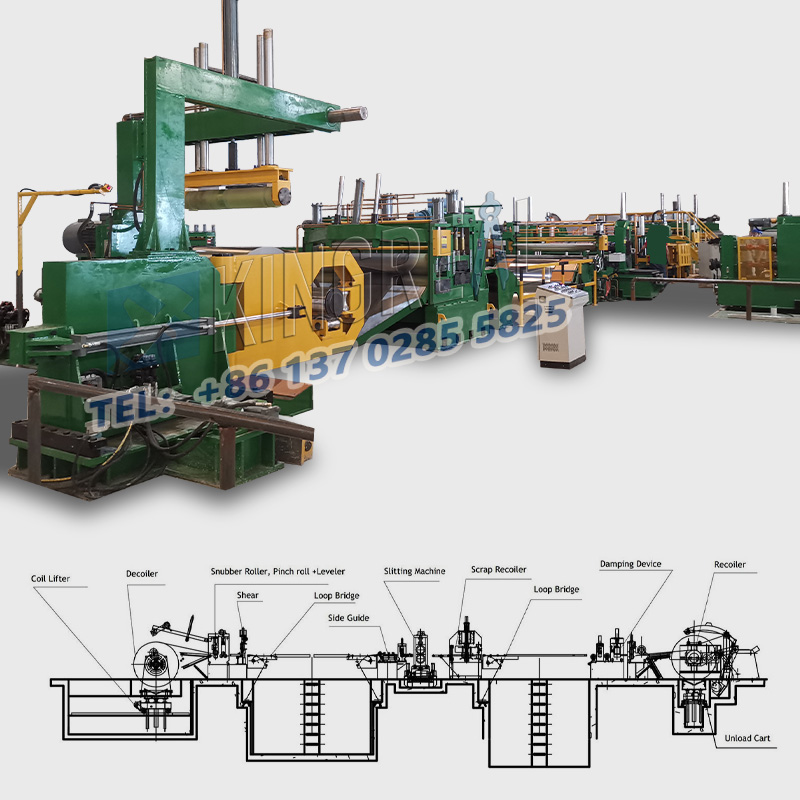
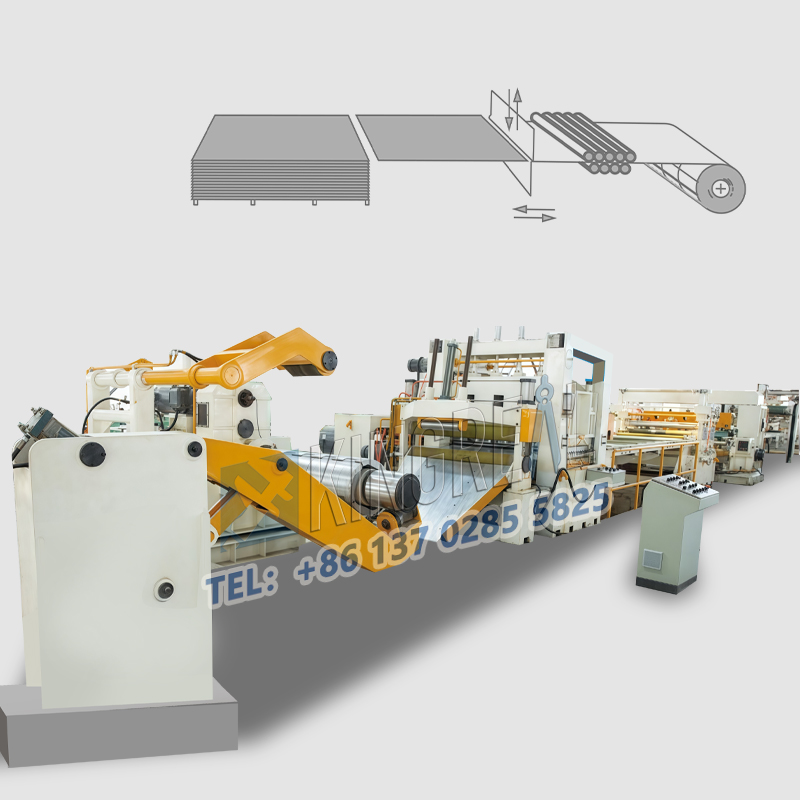
Roostevabast terasest lõigatud joonedkasutatakse laialdaselt mitmesuguste metallmähiste, sealhulgas terase, roostevabast terasest, alumiiniumist, rauast, külmrollist, kuumast rullikust, ja PPGI, laialdaselt metallitööstuses.
Hoolimata nende suurepärasest tootmisest, võib pikkuse masinateks lõigatud roostevabast terasest siiski töö ajal kõrvalekalde vähendamine.
See artikkel uurib kolmest vaatenurgast roostevabast terasest lõigatud raiumise tõrkeotsingut pikkuseks: mehaaniline struktuur, juhtimisprogramm ja parameetrid ning materjali ja protsessi ühilduvus.

(1) ajami komponentide kulumine
SisseRoostevabast terasest lõigatud masinad, ajami komponentide kulumine on lõikamishälbe tavaline põhjus.
Pikka aega töötanud käigud, ketirajad ja muud ajami komponendid võivad kuluda, mille tulemuseks on vähenenud söötmistäpsus ja mõjutavad sellest tulenevalt lõikemõõtmeid.
Roostevabast terasest lõigatud sümptomid pikkuse joone rikkeks: näiteks autotööstuse tehases oli roostevabast terasest pikkusega masinaga sõita käigud 30%. 5 mm paksuste terasplaatide pidevalt lõigates jõudis mõõtmete kõikumine 0,3 mm, ületades vastuvõetava ± 0,2 mm vahemikku.
Lahendus: selle probleemiga tegelemiseks on soovitatav ajami komponentide regulaarne ülevaatus. Kui käiguhamba kulumine ületab 15% või ahela pikenemine ületab 2%, tuleks need viivitamatult välja vahetada.
Samaaegselt tuleks ülekande suhe kalibreerida, et taastada mehaaniline ülekande täpsus. See meede võib märkimisväärselt parandada lõikamise stabiilsust ja täpsust.
(2) Tööriistade omaniku-Guide'i rööpa kliirens
Suurenenud kliirens tööriistaomaniku ja giidrööpa vahel on samuti oluline tegur, mis aitab vähendada kõrvalekaldeid. Aja jooksul kannab tööriistade omaniku juhendamine pikaajalise kolb -liikumise tõttu ja see kliirens võib suureneda, mõjutades tööriista omanike stabiilsust.
Roostevabast terasest lõigatud sümptomid pikkuse liini tõrkeks: Tavaoludes peaks tööriistaomaniku ja juhendi vaheline kliirens olema väiksem kui 0,05 mm. Liigne kliirens võib põhjustada tööriista omaniku lõikamise ajal võnkumise, põhjustades lõikelehe suuruse kõikumisi.
Lahendus: kliirensi kontrollimiseks kasutage tunnetusmõõturit. Kui see ületab standardset väärtust, reguleerige juhtraudtee sisestage või asendage kahjustatud juhtraudtee liugur. Riistvaravabrik vähendas lõikehälvet 0,25 mm -lt 0,08 mm -ni pärast seda reguleerimist, mis näitab selle kohandamise tõhusust.
(1) Programmi loogikavead
SisseRoostevabast terasest lõigatud masinToimingud, PLC programmi loogikavead on ka vähendamise kõrvalekalde levinud põhjus. Sööda- ja lõikamisjuhiste korratu ajastus võib käivitada enne materjali täielikku söödet lõikamist, mille tulemuseks on alalõikumine.
Roostevabast terasest lõigatud manifestatsioonid pikkuse joone tõrkeks: näiteks mõnel juhul algab lõikamine enne materjali täielikku söödet, mis mõjutab otseselt lõikamise täpsust.
Lahendus: I/O punkti oleku jälgimiseks ja loogika "sööda-detektilõike" loogika jälgimiseks on soovitatav kasutada programmi diagnostikat. Lisaks lisage viivituse kontrollimise juhised, et tagada toimingujärjestuse täpsus. See optimeerimine parandab märkimisväärselt roostevabast terasest lõigatud pikkuse masina stabiilsust.
(2) ebatäpsed parameetri sätted
Ebatäpsed parameetrite sätted on samuti oluline tegur, mis mõjutab roostevabast terasest lõigatud liinide lõikamise täpsust. Vale sööda pikkuse parameetrid või sobimatu lõikamis- ja söödakiirus võivad põhjustada kumulatiivseid kõrvalekaldeid.
Roostevabast terasest lõigatud sümptomid pikkusega masina rike: näiteks kui sööda pikkus on seatud 100 mm, kuid tegelik sööda pikkus on 99,5 mm, põhjustab pikaajaline töö olulist mõõtmete kõrvalekaldet.
Lahendus: kalibreerige sööda impulsi arv (impulsside arv millimeetri kohta) ja reguleerige lõikekiirus plaadi paksuse ja materjali põhjal. Paksude plaatide puhul on soovitatav seada lõikekiirus kuni 30 korda minutis, õhukeste plaatide puhul võib see ulatuda 60 korda minutis.
Pärast parameetrite korrigeerimist saavutas roostevabast terasest töötlemisettevõte kumulatiivse kõrvalekalle alla 0,1 mm 10-meetrise plaadi jaoks, mis näitab parameetri korrektsiooni olulisust.
(1) ebaühtlane plaadipinge
Roostevabast terasest plaatide lõikamisel võib ebaühtlane stress põhjustada pärast lõikamist vedru tagasilööki, mõjutades lõplikku mõõtmete stabiilsust.
Roostevabast terasest lõigatud sümptomid pikkuse joone tõrkeks: näiteks võib külmade rullitud plaadi vedrukiirus olla koguni 1-2%, mis võib pärast lõikamist põhjustada mõõtmete kokkutõmbumist.
Lahendus: Soovitatav on teha stressi leevendamine lehtmetallil, näiteks tasandamine või vananemine, või kompenseerida programmis vedru tagasi (seades hüvitise väärtuse 0,1–0,3 mm sõltuvalt materjalist). Pärast kompenseerimist saavutas külma veeretatud lehtveski lõikemõõtme kõrvalekalde ≤0,1 mm, tagades lõikamise täpsuse.
(2) söödapinge kõikumine
Söödapinge stabiilsus mõjutab otseselt täpsust. Kui söödarulli pinge on ebastabiilne, võib lehtmetall söötmise ajal libiseda või kortsuda, mille tulemuseks on kontrollimata lõikemõõtmed.
Roostevabast terasest lõigatud sümptomid pikkuse joone rikkeks: pingekontrolli tõrge võib põhjustada ebaühtlast söötmist, mis omakorda mõjutab lõikamise kvaliteeti.
Lahendus: pinge juhtimissüsteemi on soovitatav kontrollida. Pneumaatilised pinged vajavad tihendi vahetamist, hüdraulilised pinged aga rõhuanduri kalibreerimist. Pärast kohandamist vähendas terasest ribade veski pinge kõikumist ± 5% -lt ± 1% -ni, parandades tõhusalt lõike täpsust.
 |
 |
 |
OperatsioonisRoostevabast terasest lõigatud masinad, põhjustab kõrvalekalde vähendamine sageli tegurite kombinatsioon. Põhjalik uurimine, mis keskendub mehaanilisele struktuurile, juhtimisprogrammidele ja parameetritele ning materiaalsete ja protsesside ühilduvusele, saab tõhusalt tuvastada probleeme ja rakendada sihtotstarbelist remonti.
Hooldades regulaarselt ülekandekomponente, optimeerides programmi loogikat, reguleerides täpselt parameetreid ja kohandades materjali omadustega, saavad tootjad minimeerida lõikamishälbeid ja täita selliste tööstusharude rangeid lõikamisvajadusi nagu autotööstus ja riistvara.
Ainult parandades pidevalt roostevabast terasest pikkuse jooneks lõigatud aspekti, võib üks võidukalt konkurentsiturul võidukas olla.
Loodame, et selle artikli analüüs ja ettepanekud pakuvad tõhusaid tõrkeotsingu strateegiaid ja lahendusi seotud tööstusharudele.