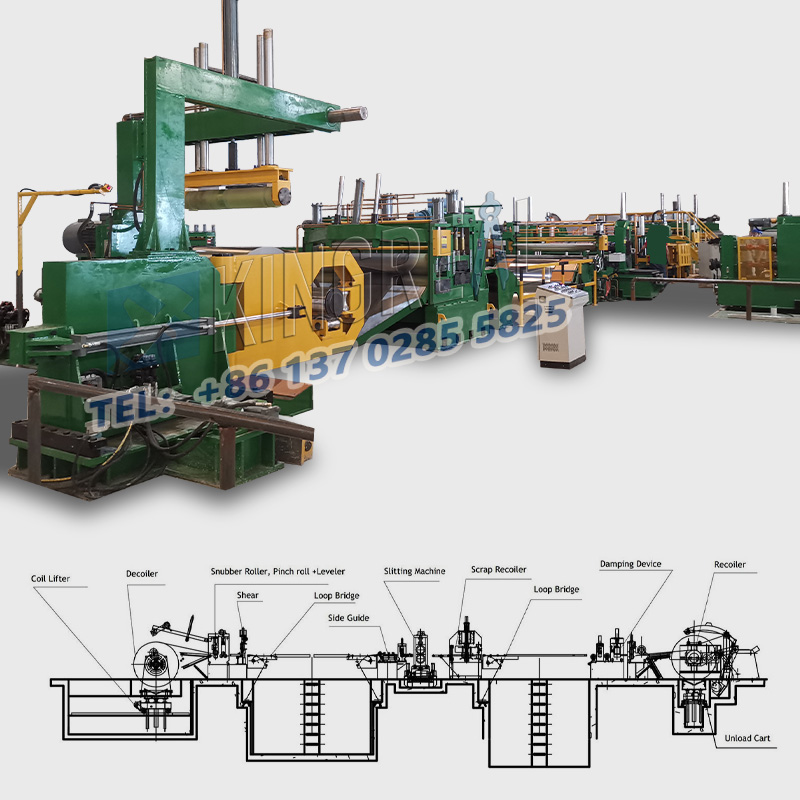
I) kalibreerimineTugev gabariit lõigatud pikkuse jooneksPõhikomponendid
Söödarulli täpsus:
Kontrollige rulli pinna paralleelsust regulaarselt, viga tuleb juhtida ≤0,05 mm/m piires ja kasutage rullpinna ja plaadi pinna vahelise lõhe mõõtmiseks tundemõõturit. Kui kulumine ületab 0,1 mm, tuleb see jahvatada või välja vahetada; Kasutage servomootorikooderi kalibreerimiseks laseriinterferomeetrit ja kiire lõikamise ajal peab sööda positsioneerimise täpsus olema ≤+0,1 mm.
Kääride laba kalibreerimine:
Ülemiste ja alumiste labade paralleelsust tuleb säilitada 0,02–0,05 mm, mida saab tuvastada näidiku ja valimisnäidiku abil: labade vahe reguleeritakse vastavalt plaadi paksusele, näiteks lõhe õhukeste plaatide (≤2mm) vahel on 0,01–0,03 mm ning keskmise ja paksude vahede vahel;
Tera vertikaalsuse viga on ≤0,03mm/100mm. Kui see ületab tolerantsi, tuleb tööriistaomaniku vertikaalsust kohandada SHIM -iga.
(Ii) Pikkus masinaks lõigatud raske gabariidi igapäevane hooldus
Määrimissüsteem, mis on lõigatud raskest gabariidist, pikkuse jooneks: kontrollige igal nädalal käigukasti õli taset, kontrollige lainerõhusüsteemi õli temperatuuri 40–60 ℃ ja kandke spetsiaalne lõikevedelik, mille viskoossus on iga päev juhtröörikule 32–46cst.
Elektrisüsteem, mis on lõigatud pikkuseks, pikkusega masinaks: pühkige iga kvartaliga kooderit, resti joonlauda ja muid andureid alkoholiga ja asendage mootori süsinikharja, kui seda kulub rohkem kui 1/3; Osade kinnitus: kontrollige regulaarselt tTööriistahoidja ja söötmismehhanismi poltide orque, näiteks M12 poldi pöördemoment tuleb säilitada kiirusel 80-100n · m.

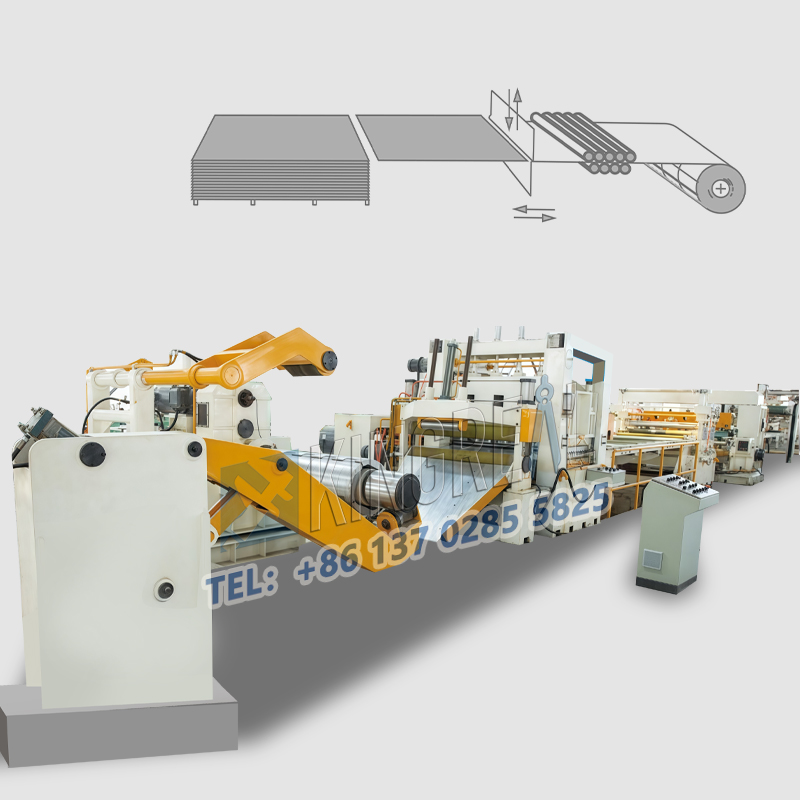
(I) sobivad lõikekiiruse ja söötmiskiiruse
Erinevate materjalide ja paksuste plaatide kiirust tuleb vastavalt reguleerida: külmproolsidega terasest plaadid (0,5–3 mm) lõikekiirus 30–80m/min, söötmiskiirus 25–70 m/min, jahutussüsteem tuleb kiirel lõikamisel sisse lülitada; Roostevabast terasest plaadid (1-5 mm) lõikamiskiirus 15-40m/min, söötmiskiirus 10-35m/min ja tera tuleb kaetud tinakattega; Alumiiniumsulamiplaadid (0,8–4 mm) lõikamiskiirus 40–100m/min, söötmiskiirus 35–90 m/min, kasutatakse pihustamisraiumisvedeliku määrimist.
(Ii) Tera nurk ja pressimisjõu seadistamine Tera nurk: nihkenurk (ülemine ja alumine tera nurk) reguleeritakse vastavalt plaadi omadustele, 5-8 "õhukeste plaatide jaoks, 8-12" keskmise ja paksude plaatide jaoks, 12-15 "kõva materjali jaoks, näiteks kõrge tugevusega terasega; tagumine nurk (tera tagapindade kaldenurgaks) on see, et see peab olema. Jõud: reguleeritud vastavalt plaadi paksusele, 2-3KN 1 mm plaadi jaoks, 2-3KN 3mm plaadi jaoks 5-7KN, reaalajas jälgimine läbi rõhuanduri, võib ebapiisav rõhk kergesti põhjustada plaatide väändumist.

I) mähiste/taldrikute vastuvõtmisstandardid
Lamedus: terasplaadi külje painutamine ≤1mm/m, lainelisus ≤3mm/2m, enne lõikamist tuleb tasandada.
Kõvaduse kõrvalekalle: samas partiis olevate plaatide kõvadusarinevus ≤15HB, juhuslik kontroll Rockwell kõvaduse testijaga, ebaühtlane karedus põhjustab ebajärjekindlat tera kulumist.
Ii) tühi eeltöötlus
Pinna puhastamine: eemaldage õliplekke ja oksiidi skaala (saab pühkida atsetooni või mehaaniliselt lihvitud), jääk lisandid süvendavad tera kulumist; Mähise kerimise pinge: reguleerige vastavalt paksusele, 0,5 mm plaadipingele 50-80N/mm, 2mm plaadi 150-200n/mm, ebapiisav pinge võib hõlpsasti põhjustada söötmise libisemist.

I) tööeelsed treeningpunktidTugev gabariit lõigatud pikkuse jooneks
Parameetrite seadistamise praktika: õppige haarama erinevate materjalide sobivaid reegleid "Speed-Gap-rõhk", näiteks 3 mm roostevabast terasest lõikamisel teravahe 0,05 mm, vajutades jõu 6NN; Õppige kasutama automaatseid tööriistade seadistamise süsteeme, näiteks laserriista seadistamise instrumente, tööriistade täpsust ≤0,02mm.
Ebanormaalne otsustusvõime pikkuseks lõigatud raske gabariidi jaoks: peatage raskest gabariidist lõigatud pikkusega joonele viivitamatult, et kontrollida tera serva, kui kuulete ebanormaalset müra, näiteks tera kokkupõrget; Kui lõikepinnal olev burr ületab 0,1 mm, otsustage, kas see on tera kulumine või liiga suur tühimik.
(ii) Tööprotsessi standardiseerimine pikkuse masina raske gabariidi jaoks
Käivitamise eelsoojendamine: joosta 10–15 minutit tühjaks, et muuta sama hooldussüsteemi temperatuuri kõikumine ≤2 ℃ ja saavutada termiline stabiilsus;
Esimene tükk kolme kontrolli: pärast esimese tüki lõikamist kasutage suurus mõõtmiseks Vernieri pidurisadulat, mille täpsus on 0,02 mm, valimisnäitaja ja visuaalselt kontrollida BURR -e.

i) veebipõhine tuvastamine tähendabTugev gabariit lõigatud pikkuse jooneks
Fotoelektriline andur jälgib söötmise pikkust reaalajas ja häirima automaatselt häire, kui kõrvalekalle ületab ± 0,3 mm: infrapunatermomeeter jälgib tera temperatuuri ja alustab veejahutust või õhu jahutamist sunnitud jahutust, kui see ületab 120 ℃ c.
(ii) Võrguühenduseta proovivõtustandard, mis on lõigatud pikkuse masina jaoks.
Pikkuse suurus: lubatud viga, kui ≤1000mm ± 0,5 mm, kasutage Vernieri pidurisadulat, et kontrollida juhuslikult 1 tükki iga 50 tüki eest; Diagonaalne kõrvalekalde: 1000mmx1000mm plaadi lubatud kõrvalekalde ≤1mm, kasutage ruudukujulise joonlaudaga terasest lindimõõtu, et juhuslikult kontrollida 5% igast partiist: Burri kõrgus: õhuke plaat ≤0,05mm, kasutage mikroskoobi (suurendust 50 korda), et kontrollida iga vahetust: 2 tundi. Jooksvast devitsioonist. JUCKITULI JUHTIMISEKS.
(Iii) Lahendused tavalistele kvaliteediprobleemidele, mis on lõigatud pikkuse jooneks.
Suurus on tolerantsus: kui söödarull libiseb, reguleerige pinget või asendage kulunud rull; Kui servomootorikooder ebaõnnestub, kasutage impulsisignaali tuvastamiseks ja kahjustatud osi asendamiseks ostsilloskoobi.
Lõikamispinna burr ületab standardi: kui tera serva raadius on> 0,03 mm, tuleb see uuesti ületada ≤0,01 mm; Reguleerige tera lõhe standardväärtusele.

Töökoja temperatuur ja niiskus: temperatuuri kontrollitakse kiirusel 15-30 ℃, niiskus ≤60% RH, vältige niiske keskkonna tõttu plaadi roostetamist;
Antsemilised mõõtmed: valades betooni paksusega ≥300 mm seadme vundamendi jaoks, eemal vibratsiooniallikatest, näiteks punch-pressid (vibratsiooni kiirendus ≤0,5 g); Ohutusluba: hädaolukorra peatumisnupu reageerimise aeg ≤0,5 sekundit,Pikkus masinaks lõigatud raske gabariitKaitse sisselülitamisel lülitub automaatselt välja.