Kuum rullitud libisemisliinon oluline tootmisseadmed, mida metallitöötluses laialdaselt kasutatakse. Selle põhifunktsioon on lõigata laiem kuuma rullikuga metallmägi vajaliku laiuse mitmeks ribaks piki suunda. Neid ribasid kasutatakse tavaliselt järgneva veeremise, painutamise, külma painutamise ja tembeldamise protsessides ning neist saavad erinevate tööstustoodete põhimaterjalid. Selles artiklis tutvustatakse üksikasjalikult töövoogu, tehnilisi parameetreid, ühiseid tööprobleeme ja lahendusi. Kui teil on vaja hankida rohkem parameetreid või videoteavet, pidage meeles Kingreal Steel Slotterit!

Kuuma rullitud taldrikud on terasplaadid või ribad, mis veeretatakse pärast kuumutamist. Selle peamised eelised hõlmavad järgmist:
Suur sitkus: kuuma rullitud plaate töödeldakse kõrgel temperatuuril, mis võib kõrvaldada sisemise stressi ja parandada materjali sitkust.
Kulutasuvus: võrreldes külma rullitud taldrikutega on kuumade rullidega taldrikud madalamad tootmiskulud ja need sobivad suuremahuliseks tootmiseks.
Tootmise kõrge efektiivsus: kuumade rullitud lõigatud masinad võivad suured mähised kiiresti ja tõhusalt vähendada nõutavaks laiuseks, et kohaneda turunõudluse muutustega.
Nende omaduste tõttu on hoonekonstruktsioonides, raskete masinate tootmises ja muudes põldudes laialdaselt kasutatud kuumade rullidega plaate.
|
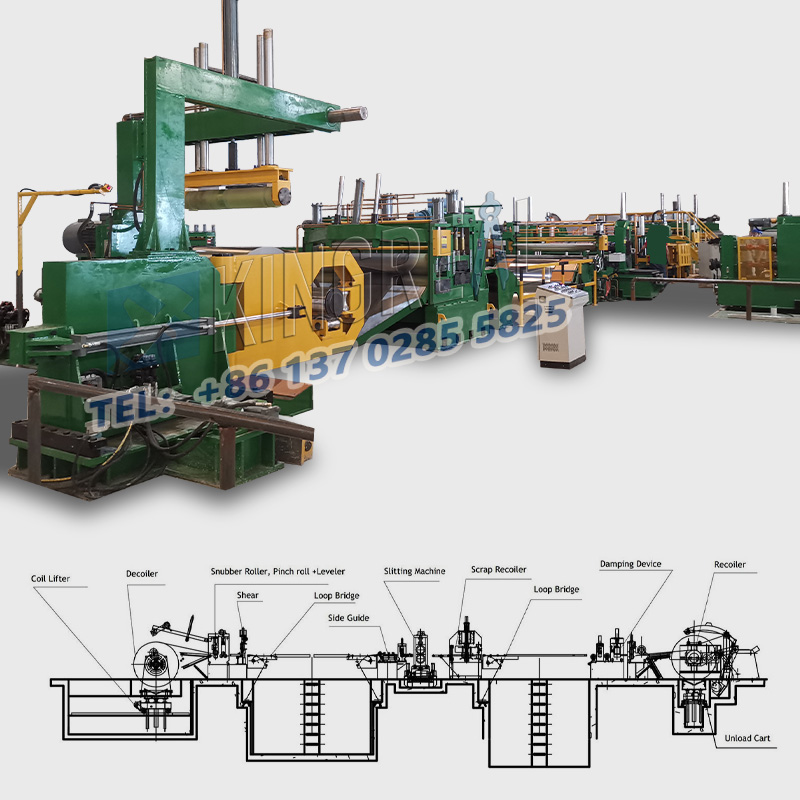
LaadimineKuum rullitud libisemisliin: Operaator toidab kuuma rullitud mähise Decoileri mandrisse. Kuuma rullitud libisemismasina jaoks lahti keeramine: dekooiler lõtab peamähist ja toidab terase libisevasse pea. Kuuma veeretatud libisemisjoone jaoks libisemine: lõikepeal on terasest pöörleva tera abil pilu mitmeks kitsaks ribaks. Kuuma rullitud libisemismasina kontroll: operaator kontrollib iga ahelat, et tagada spetsifikatsiooni laiuse ja serva tingimus nõuetele vastav. Kuuma rullitud libisemisjoone stressi leevendamine: kiud läbivad rõngakujulisi šahti, et kõrvaldada materjali pinge pärast lõikumist ja tagada tagasipöördumine ilma paindeta. Komplektne ja pakend: koguge ja pakkige iga ahela vastavalt kliendi nõuetele. |
 |
Mudel
Mudel 1
2. mudel
Mudel 3
Mudel 4
Originaalne mähis
Kuumade rullik plaat
Kuumade rullik plaat
Kuumade rullik plaat
Kuumade rullik plaat
Materjali paksus
0,8 mm-6.0mm
0,8 mm-6,0mm
2,0mm-12,0mm
3,0mm-16,0mm
Materjali laius
1600mm (max)
1800mm (max)
2000mm (max)
2200mm (max)
Mähise kaal
30TON (max)
30TON (max)
30TON (max)
30TON (max)
Laiuse täpsus
± 0,15mm
± 0,15mm
± 0,2 mm
± 0,3 mm
Ühikkiirus
120m/min (max)
120m/min (max)
80m/min (max)
60m/min (max)
|
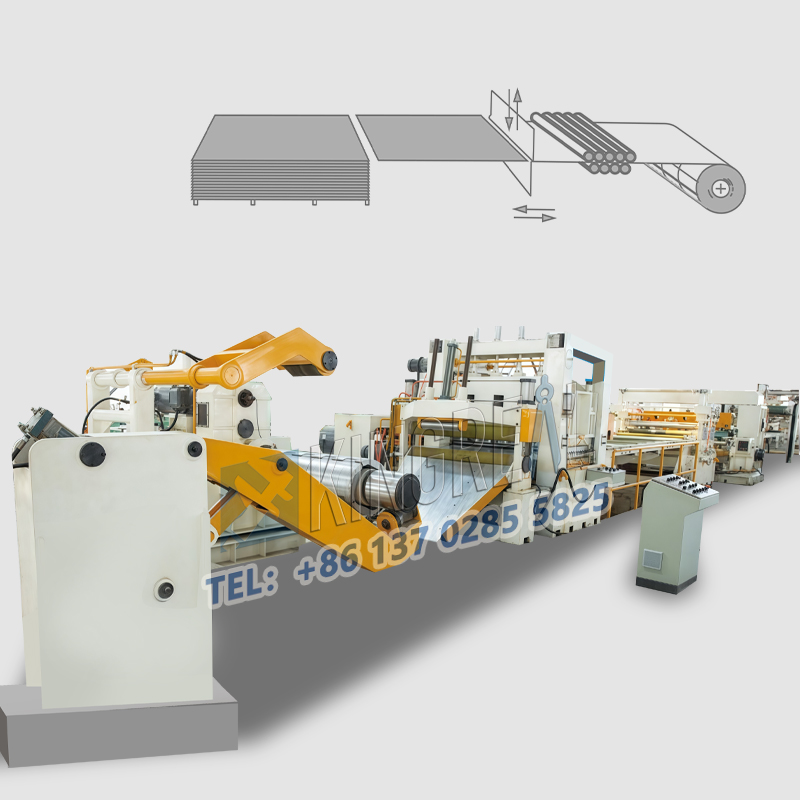
① Kuuma veerega libisemismasin, millel on suure efektiivsusega lõikevõime Märkimisväärne omadusKuuma veeretatud libisemismasinon see, et see võib lühendada korraga kuni 40 kitsa riba. See funktsioon vastab suuresti klientide vajadustele suuremahulise tootmise järele. Industrialiseerimise kiirendusega kasvab metalliribade turunõudlus, eriti sellistes tööstusharudes nagu ehitamine, autotootmine ja koduseadmed. Kuuma rullitud libisemisliini kõrge libisemisvõime võimaldab tootjatel lühikese aja jooksul pakkuda suurt hulka kvalifitseeritud tooteid, parandades sellega tootmise tõhusust ja vähendades ühikukulusid. |
 |
|
② ② Kuum valtsitud libisemisliin võtab vastu täielikult automatiseeritud kujunduse ja on kiire töö saavutamiseks varustatud täiustatud juhtimissüsteemiga. Maksimaalne tootmiskiirus võib ulatuda 120 m/min, mis tähendab, et rohkem materjale saab töödelda aja kohta, parandades veelgi tootmise tõhusust. Täielikult automatiseeritud disain ei vähenda mitte ainult käsitsi sekkumise vajadust, vaid vähendab ka inimeste töövigude võimalust ning parandab toote järjepidevust ja kvaliteeti. Kuuma rullitud libisemisliini automatiseeritud juhtimissüsteem saab tootmisprotsessi reaalajas jälgida ja parameetreid õigel ajal reguleerida, et rahuldada erinevate materjalide ja paksuste vajadusi. |
 |
|
③Customitud kuum rullitud libisemismasin Klientide vajaduste paremaks rahuldamiseks pakub KingReal Steel Sloters kohandatud kuuma rullitud libisemisliinilahendused. Klientide pakutavate jooniste ja tegelike tootmisvajaduste kohaselt suudab KingReal Steel Slotter kavandada erinevad kuuma rullitud libisemismasina tootmislahendused, et tagada klientide tootmisprotsessi tõhusus ja sujuvus. Kingreali terasest libiseja kuum rullitud lõigatud masinad jagunevad kolmeks peamiseks tüübiks, et kohaneda erineva paksusega mähistega: Kerge gabariidi libisemismasin: spetsialiseerunud mähiste töötlemisele paksusega 0,2 mm kuni 3 mm. Keskmine gabariidiline libisemismasin: sobib mähistele paksusega 3–6 mm. Raske gabariidi libisemismasin: võimeline töötlema mähiseid paksusega 6 mm kuni 16 mm. |
 |
SelleKuum rullitud libisemisliinvõib põhjustada külgmise painutamise lõikeprotsessi ajal. Selle põhjuseks võivad olla järgmised põhjused:
1. tooraine painutamine:
Terasplaadi pinge ei ole veeremisprotsessi ajal täielikult elimineeritud. Pärast pikisuunalist nihutamist vabaneb pinge ja plaat on painutatud. Kui pinge plaadi keskel eraldub mõlemale poole, paindub plaat väljapoole; Kui stress plaadi mõlemal küljel vabastatakse keskele, paindub plaat keskele.
2. painutamine Burrsi tõttu:
BURR -id on suuremad tera lõhe ebaõige reguleerimise tõttu pikisuunalise nihke ajal. Veeremisel on servas olevad burrid samaväärsed suurema plaadi paksusega, mis põhjustab serva venitumist ja painutamist.
3. painutamine ebaühtlaste lünkade tõttu ülemise ja alumise laba vahel:
Kui vasak ja parempoolsed lüngad on suuremad, on ka nihkeosa taandumine suurem ja vasaku ja parema lünga väiksema lõhega külg on suurem venitus, nii et see paindub.
4. ebaühtlase pinge põhjustatud painutamine:
Veeremisel tuleks kogu terasplaadi laiusele kanda sama pinget. Kui pinge on koondunud ühele küljele, ilmneb painded.
5. painutamine, mis on põhjustatud kõrvalekalde parandusseadme kiirest liikumisest:
Kui töötlemise ajal on kõrvalekalde korrektsiooni kiirus liiga kiire, pikendatakse osaliselt kontaktis olev külg osaliselt ja painutatakse.
Kui lehtmaterjal on pärast pikisuunalist nihutamist painutatud, mõjutab see tõsiselt lehe mähise kvaliteeti, seega tuleb see kõrvaldada. Tähelepanu tuleks pöörata sellistele põhjustele nagu lehtede veeremine, seadmete reguleerimine ja töömeetod.