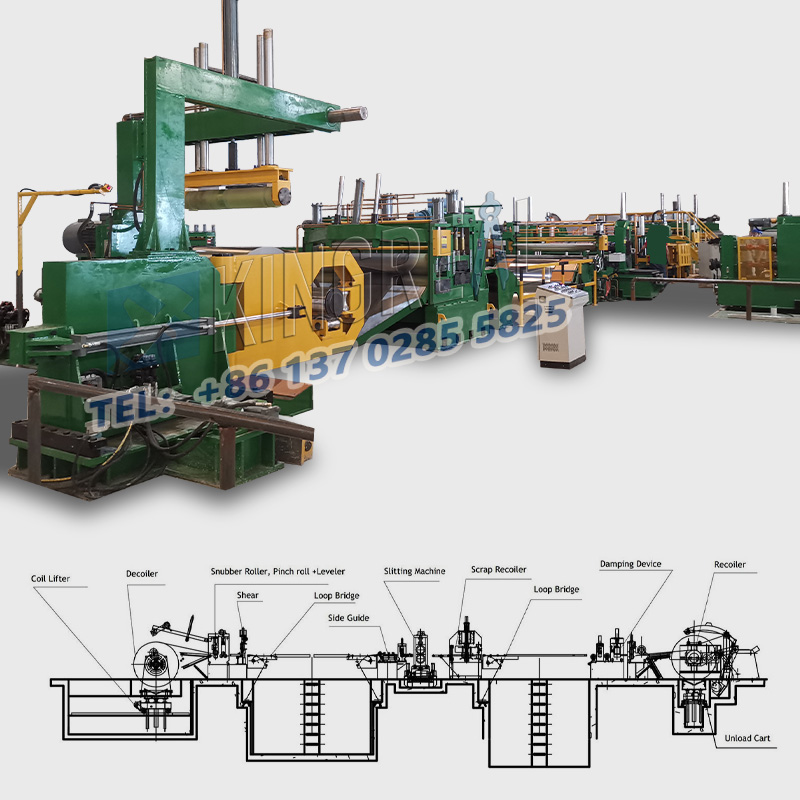
Kaasaegses tootmises,rabay mõõtur lõigatud pikkuseks joonteks, kuna metallplaatide töötlemise tootmisliinide põhivarustust kasutatakse laialdaselt autode tootmisel, koduseadmete tootmisel, terasest konstruktsioonide ja muude põldude ehitamisel. See muundab suured metallmähised täpse suurusega metalllehtedeks mitmeprotsessilise koostöö abil. Turunõudluse pidevate muutuste, eriti kasvava nõudluse paksude taldrikute töötlemise osas jätkab KingReal Steel Sloter uuendusi pikkuse masinate raskete töötlemise kavandamisel ja arendamisel ning on pühendunud klientidele tõhusamate ja täpsemate lahenduste pakkumisele.
Rohkem kui 20 -aastase rikkaliku kogemusega on Kingreal Steel Sloter loonud tihedaid koostöösuhteid paljude riikidega nagu Indoneesia, Malaisia, Singapur, Venemaa, Ameerika Ühendriigid ja Saksamaa. Põhjalike vahetuste kaudu globaalsete klientidega ning turu-uuringute ja analüüsiga leidsid meie insenerid, et paljudel klientidel on selged nõuded mähiste paksuse kohta, millele on võimalik hakkama saada. Need nõuded sõltuvad kliendi lõpptarbimisest. Mõned kliendid peavad lõikama õhukesed metallmähised, teised aga vajavad kiiret raiumist pikkuse masinate jaoks, mis saavad hakkama paksude metallimähistega. Kuid olemasolev raske gabariit, mis on lõigatud pikkuseks, seisavad aga disaini ja tootmise osas endiselt palju väljakutseid.
Pärast pikka disaini-, tootmis- ja katsetamisperioodi on KingReal Steel Sloter käivitanud tiheda tööpikkuse pikkuse masina jaoks, mis vastab klientide vajadustele, tähistades meie tehnoloogilist uuendust selles valdkonnas.

1.1 Kujunduse ja tootmise väljakutsed
Tootmispraktikastpikkuse masinate jaoks raske tööga lõigatudNeed on turul toodangusse pandud, selle tootmisvõimsus ja potentsiaal on väga muljetavaldavad, kuid nõrgad lingid esinevad sageli kütte- ja viimistlusprotsessides. Seetõttu peavad Kingreali terasest libisejate insenerid tugeva gabariidi lõigatud pikkuse joone kujundamisel tagama, et kütte- ja viimistluskodade maht saaks vastama pikkuse masina raiutud raskeveokite nõuetele.
Pikkusjoonele lõigatud raske gabariidi kujundus peab vastama järgmistele nõuetele:
Tootmisvõimsuse sobitamine: disain peab tagama, et see ühildub pikkuse masina raskeveokite tootmisvõimsusega.
Lühendamisjõu valimine: nihkejõud tuleb tulevikus kõrgema paksuse mähiste nihutamise vajaduste rahuldamiseks jätta ülejääk.
Lõikekvaliteet ja täpsus: see peab vastama pidevalt parandava paksu plaadikvaliteedi ja terasest plaadi mõõtmete täpsuse nõuetele.
Automaatika juhtimisnõuded: Pikkusjoone raskest gabariidide paigutuse, seadmete valimise ja struktuuri osas tuleb automatiseerimise juhtimise nõuded täita.
Tootmisvõimsus: reserv ülejääk tootmisvõimsus, et tulla toime tootmisvõimsuse ja tootevaliku edaspidise laienemisega.

1.2 Ühiku nihketakistust mõjutavad tegurid
Operatsioonispikkuse masinate jaoks raske tööga lõigatud,Ühiku nihketakistust mõjutavad mitmed tegurid, sealhulgas::
1. metalli omadused
Mida suurem on metallimaterjali tugevuspiir, seda suurem on nihketakistus ja seda madalam on plastilisus. See tähendab, et mida väiksem on suhteline läbitungimissügavus nihke ajal, seda varem toimub metallimurd. Seetõttu on ühiku nihketakistus tihedalt seotud metalli tugevuse ja plastilisusega.
2. nihketemperatuur
Kõrge või madal nihketemperatuur mõjutab otseselt ka ühiku nihketakistust. Mida suurem on temperatuur, seda väiksem on ühiku nihketakistus ja vastav suhteline läbitungimise sügavus nihke ajal on suurem. See on suur tähtsus, et pikkusega joonteks lõigatakse raske gabariidi kujundamine ja käitamine.
3. deformatsiooni sügavus
Kuuma nihke ajal suureneb ühiku nihketakistus deformatsiooni kiiruse suurenemisega. Külma nihke korral on nihkekiiruse mõju ühiku nihketakistusele suhteliselt väike ja seda saab tavaliselt eirata.
4. nihketera külgmine kliirens
Nihketera suurus mõjutab nihke ajal pingetingimust. Kui külgmine kliirens järk -järgult suureneb, ilmneb pinge seisund järjestuses kokkusurumisest → nihutamine → painutamine. Nihketera suuruse mõistlik valimine ja hooldamine külgmine kliirens on pikkuse masina jaoks raske töökoha korrektseks kasutamiseks ülioluline. Katsed näitavad, et kui nihketera suhteline külgmine kliirens suureneb, väheneb ühiku nihketakistus ja vastav suhteline läbitungimise sügavus luumurrul suureneb.

1.3 Jahutusvoodi jahutamine
Tootmisesheavy gabariit lõigatud pikkuse jooneks,Jahutusvoodi jahutamine on samuti oluline lüli. Pärast kuuma sirgendavat terasplaati tähistatakse kuuma terasplaadi märgistusseadmega, siseneb see kõndimiskiire jahutusvoodi. Sel ajal on terasplaadi temperatuur tavaliselt umbes 600–700 ℃ ja eriti paksu plaadi temperatuur võib ulatuda üle 850 ℃.
Jahutusvoodis jaguneb terasplaatide logistika paksusega 5-150 mm järgmisteks voolusuundadeks:
Eriti paks plaadijahutusvoodi: terasplaadid, mille paksus on suurem kui 50mm, sisestage jahutusvoodi nr 3 jahutusvoodi ja seejärel saadetakse need eriti paksu plaadi töötlemisalale, lõigatud suuruseks, kasutades leegilõikamismasinat, ja lõpuks salvestatakse.
Tavaline jahutusvoodi: terasplaadid, mille paksus on alla 50 mm, sisestage jahutamiseks nr 1 ja nr 2 jahutusvoodi. Kahe jahutusvoodi erinevate konfiguratsioonide tõttu tuleks jahutusvoodide kasutamise kiiruse parandamiseks nii palju kui võimalik jahutusvoodil jahutada paksemad terasplaadid.
Jahutusvoodil tühjendatakse terasplaadid tükkhaaval, tavaliselt 1 rea või mitme rea kujul (kuni 4 rida). Jahutusvoodi külgmine vahekaugus on tavaliselt 100-300mm; Paksuta plaadi jahutusvoodi korral tuleks teraseplaatide väljalaskevahekaugust järk-järgult suurendada paksuse suurenemisega, et juhtida ühiku koormuse kaalu jahutusvoodi lubatud piiri piires.

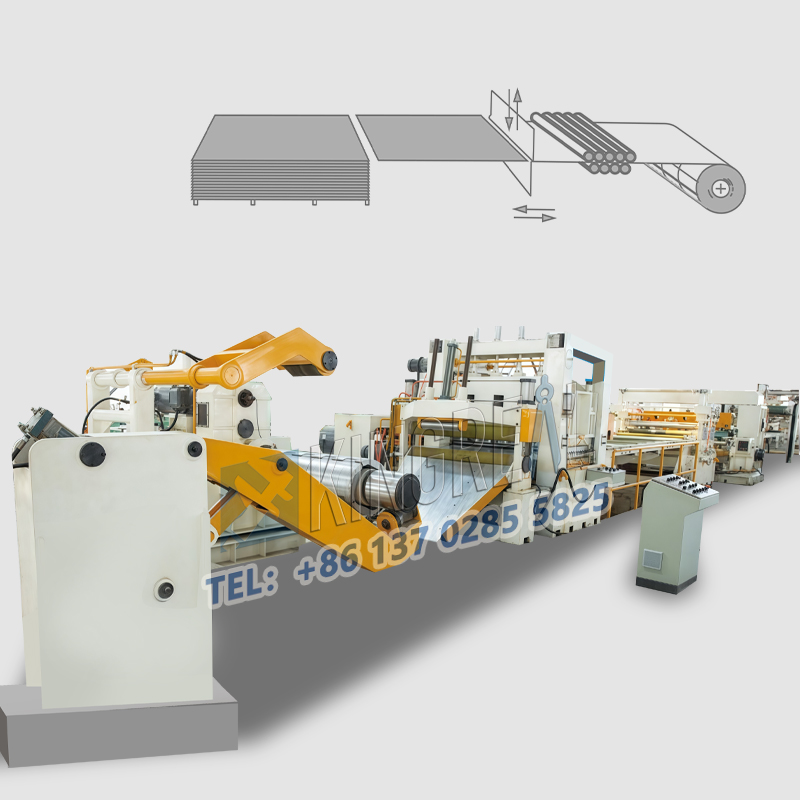
Kingreali terasest libisejaTugev gabariit lõigatud pikkuse jooneksTal on palju olulisi omadusi, mis muudavad selle turul silma paista:
(1) mitmekülgne paksus kohanemisvõime
Võimalik töötleda metallmähiseid 6-20 mm paksuse parameetrite piires, see süsteem käsitleb oma paindlike materjalide käitlemise võimaluste kaudu erinevaid tööstuslikke nõudeid.
(2) Suure tõhususega nihkearhitektuur
Varustatud täiustatud lendavate nihketehnoloogiaga, töötab süsteem pidevalt tippkiirusel 80 m/min, suurendades oluliselt läbilaskekiirust, säilitades samal ajal materiaalse terviklikkuse.
(3) Arukas automatiseerimise integreerimine
Täielik PLC-põhine kontrolliarhitektuur tagab operatiivse usaldusväärsuse ja protsesside järjepidevuse, vähendades märkimisväärselt inimese tegurite vigu automatiseeritud töövoo juhtimise kaudu.
(4) täpsuse mõõtmise protokoll
Integreeritud reaalajas jälgimissüsteem kontrollib ja kuvab automaatselt lõikamismõõtmeid ja partiide arvu, tagades ± 0,1 mm mõõtmete täpsuse tootmistsüklites.
(5) Põhjalikud ohutusprotokollid
Kahekordsed ohutusmehhanismid, sealhulgas hädaolukorra peatamise aktiveerimine ja mitmeastmelised häiresüsteemid tagavad OSHA-ga ühilduvad toimingud, minimeerides samal ajal töökoha juhtumeid.
(6) Turule reageeriv lahendus
Kingreal Steel Slotter Teadus- ja arendustegevuse meeskond on täpsusega paksustatud metallmaterjalide suurenevate nõudmiste taustal kavandanud tööstuses juhtiva raske gabariidi lõigatud pikkuse jooneks, mis sünergiseerib tehnilist tipptasemel kaubanduslikku elujõulisust. Meie lahendus näitab mõõdetavat investeeringutasuvust:
|
30% tootlikkuse suurendamine pideva töö kavandamise kaudu |
|
25% operatiivkulude vähendamine automatiseeritud kvaliteedikontrollist |
|
99,8% protsessi usaldusväärsus saavutatud üleliigsete ohutussüsteemide kaudu |
 |
 |
 |
Metalli töötlemise lahenduste pioneeridena säilitame oma tööstuse ülimuslikkuse:
✓ Kahe aasta jooksul hüdrosüsteemi versiooniuuendused
✓ AI-juhitud ennustav hooldusintegratsioon
✓ Kohandatavad parameetrimoodulid niširakenduste jaoks
Tehniliste konsultatsioonide või kohandatud konfiguratsioonipäringute jaoks on meie insenerimeeskond valmis näitama, kuidas KingReal Steel Sloterpikkuse masinate jaoks raske tööga lõigatudsaab optimeerida teie tootmismaatriksit. Võtke meiega ühendust, et kavandada sügav sukeldumine tehniline esitlus ja avastada teie metalli töötavate toimingute jaoks kohandatud konkurentsieeliseid.